

Las merupakan teknik penggabungan logam yang sering digunakan dalam berbagai industri, seperti konstruksi, otomotif, dan penerbangan. Dalam artikel ini, kita akan membahas sejarah, pengertian, metode, tujuan dan fungsi, tahapan kerja, jenis dan klasifikasi, serta standar dan kode sambungan las. Selain itu, kita juga akan melihat perbedaan antara berbagai jenis las, kelebihan dan kekurangannya, serta syarat keberterimaan dan acceptance criteria sesuai ASME.
Sejarah
Sejarah sambungan las bermula dari masa prasejarah, ketika manusia mulai menggabungkan logam untuk menciptakan alat dan senjata. Pada awal abad ke-20, perkembangan teknologi las semakin pesat, seperti penggunaan las autogen dan las listrik. Pada tahun 1950-an, las inert gas tungsten (TIG) dan las gas metal arc (MIG) mulai diperkenalkan sebagai metode las yang lebih efisien dan efektif.
Pengertian
Sambungan las adalah teknik penggabungan dua atau lebih komponen logam dengan cara mencairkan bagian-bagian yang akan digabungkan dan menambahkan material pengisi. Proses ini menyebabkan bagian yang digabungkan bersatu dan mengeras kembali saat mendingin, sehingga terbentuk sambungan yang kuat dan tahan lama.
Metode
Ada beberapa metode las yang umum digunakan, di antaranya:
Las busur listrik (SMAW)
- Las busur listrik (SMAW – Shielded Metal Arc Welding): Las busur listrik, juga dikenal sebagai las SMAW atau las stik, adalah proses di mana elektroda yang dilapisi dengan bahan pengisi dan bahan pelindung digunakan untuk menyambungkan dua logam. Busur listrik yang dihasilkan oleh arus listrik melelehkan logam dasar dan elektroda, yang kemudian membeku dan membentuk sambungan yang kuat. Metode ini populer karena biaya peralatan yang relatif rendah dan mudah digunakan.
Las gas tungsten arc (GTAW/TIG)
- Las gas tungsten arc (GTAW/TIG – Gas Tungsten Arc Welding/Tungsten Inert Gas): Las GTAW atau TIG menggunakan elektroda tungsten yang tahan panas untuk menghasilkan busur listrik dan gas inert (seperti argon atau helium) untuk melindungi sambungan las dari kontaminasi udara. Metode ini umumnya digunakan untuk logam yang lebih tipis dan bahan yang lebih sulit untuk dilas, seperti aluminium dan stainless steel. Keuntungan dari las TIG meliputi sambungan las yang lebih bersih dan akurat, serta kontrol yang lebih baik atas panas yang diterapkan.
Las gas metal arc (GMAW/MIG)
- Las gas metal arc (GMAW/MIG – Gas Metal Arc Welding/Metal Inert Gas): Las GMAW atau MIG adalah proses yang menggunakan elektroda yang dijalankan secara kontinyu melalui pistol las, dengan gas pelindung yang mengelilingi busur untuk melindungi sambungan las dari kontaminasi. Metode ini populer untuk las logam yang lebih tebal dan memiliki tingkat produktivitas yang lebih tinggi dibandingkan dengan metode las lainnya. Keuntungan dari las MIG termasuk kecepatan yang lebih tinggi dan kemudahan penggunaan.
Las busur terendam (SAW)
- Las busur terendam (SAW – Submerged Arc Welding): Las busur terendam menggunakan elektroda yang dijalankan secara kontinyu melalui busur listrik, yang kemudian dilindungi oleh lapisan fluks yang menutupi seluruh daerah las. Ketika fluks meleleh, ia menghasilkan gas pelindung yang melindungi sambungan las dari kontaminasi. Metode ini digunakan terutama untuk las tebal dan berkecepatan tinggi, serta dalam aplikasi industri yang memerlukan las berkualitas tinggi. Keuntungan dari las SAW termasuk pengelasan yang lebih cepat dan penampilan las yang lebih rapi.
Las plasma arc (PAW)

- Las plasma arc (PAW – Plasma Arc Welding): Las plasma arc adalah proses yang menggunakan elektroda tungsten dan gas ionisasi (seperti argon) untuk menciptakan busur plasma yang sangat panas. Busur ini melelehkan logam dasar dan bahan pengisi untuk menciptakan sambungan las yang kuat. Metode ini sering digunakan untuk bahan yang lebih tipis dan logam yang sulit untuk dilas, seperti titanium dan nikel. Keuntungan dari las PAW meliputi kecepatan yang lebih tinggi, kontrol yang lebih baik atas panas yang diterapkan, dan kemampuan untuk las pada jarak yang lebih besar dari permukaan logam.
Las resistansi (Resistance Welding)
- Las resistansi adalah proses di mana dua logam disambungkan dengan menerapkan tekanan dan arus listrik yang tinggi. Logam dipanaskan oleh hambatan listrik yang dihasilkan saat arus melalui logam, menyebabkan logam meleleh dan menyatu. Beberapa contoh las resistansi termasuk las titik, las seam, dan las proyeksi. Keuntungan dari las resistansi meliputi kecepatan yang tinggi, konsistensi, dan kemampuan untuk menyambung logam yang berbeda.
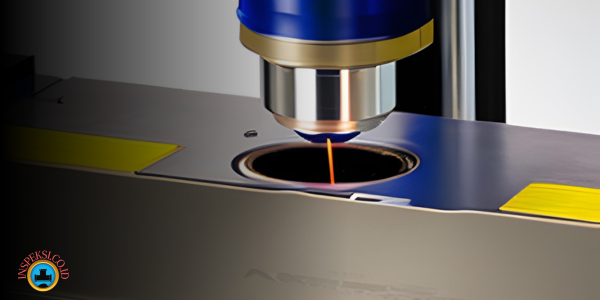
Las laser (Laser Beam Welding)

- Las laser menggunakan sinar laser yang sangat terfokus untuk melelehkan dan menyambungkan logam. Sinar laser ini memberikan energi yang sangat terkonsentrasi, yang memungkinkan pengelasan logam yang sangat tipis dan presisi. Las laser umumnya digunakan dalam industri seperti otomotif, elektronik, dan kedirgantaraan. Keuntungan dari las laser termasuk kecepatan yang tinggi, presisi yang tinggi, dan kemampuan untuk mengelas logam yang sulit untuk dilas dengan metode lain.
Las elektron (Electron Beam Welding)
- Las elektron menggunakan sinar elektron berenergi tinggi yang difokuskan pada permukaan logam untuk melelehkan dan menyambungkan logam. Proses ini biasanya dilakukan dalam ruang hampa udara untuk mencegah kontaminasi dan oksidasi logam. Las elektron digunakan untuk pengelasan presisi dalam aplikasi seperti kedirgantaraan, otomotif, dan nuklir. Keuntungan dari las elektron termasuk presisi yang tinggi, kecepatan yang tinggi, dan kemampuan untuk mengelas logam yang sulit untuk dilas dengan metode lain.
Las friksi (Friction Welding)

- Las friksi adalah proses di mana dua logam disambungkan dengan menggosok permukaan logam bersama-sama di bawah tekanan. Panas yang dihasilkan dari gesekan menyebabkan logam meleleh dan menyatu. Las friksi digunakan untuk menyambung logam yang sulit untuk dilas dengan metode tradisional, seperti aluminium dan titanium. Keuntungan dari las friksi meliputi kecepatan yang tinggi, efisiensi energi yang lebih baik, dan kurangnya kebutuhan akan bahan pengisi atau gas pelindung.
Las ultrasonik (Ultrasonic Welding)
- Las ultrasonik adalah proses di mana logam disambungkan dengan menggunakan getaran ultrasonik berfrekuensi tinggi. Getaran ini menghasilkan panas akibat gesekan antara permukaan logam, menyebabkan logam meleleh dan menyatu. Las ultrasonik umumnya digunakan untuk menyambung logam yang sangat tipis atau bahan yang mudah meleleh, seperti aluminium dan plastik. Keuntungan dari las ultrasonik termasuk kecepatan yang tinggi, konsistensi, dan kemampuan untuk mengelas bahan yang sulit untuk dilas dengan metode lain.
Berikut adalah perbandingan untuk metode las :
| Metode Las | Kelebihan | Kekurangan | Aplikasi Umum |
|---|---|---|---|
| SMAW | Biaya peralatan rendah, mudah digunakan | Kecepatan las rendah, kurang presisi | Konstruksi, perbaikan, pipa |
| GTAW/TIG | Sambungan las bersih, akurat, kontrol panas baik | Kecepatan las lebih lambat, memerlukan keterampilan tinggi | Aluminium, stainless steel, logam tipis |
| GMAW/MIG | Kecepatan las tinggi, mudah digunakan | Kurang cocok untuk logam tipis, gas pelindung dibutuhkan | Logam tebal, fabrikasi logam |
| SAW | Kecepatan las tinggi, penampilan las rapi | Peralatan besar, terbatas pada posisi datar dan horizontal | Las tebal, konstruksi berat |
| PAW | Kecepatan las tinggi, kontrol panas baik, jarak las besar | Peralatan mahal, memerlukan gas ionisasi | Logam tipis, titanium, nikel |
| Las Resistansi | Kecepatan tinggi, konsistensi, sambungan logam berbeda | Terbatas pada ketebalan logam, kontak antar logam diperlukan | Otomotif, elektronik, baterai |
| Las Laser | Kecepatan tinggi, presisi tinggi | Peralatan mahal, memerlukan ruang tertutup | Otomotif, elektronik, kedirgantaraan |
| Las Elektron | Presisi tinggi, kecepatan tinggi | Peralatan mahal, memerlukan ruang hampa udara | Kedirgantaraan, otomotif, nuklir |
| Las Friksi | Kecepatan tinggi, efisiensi energi, tidak memerlukan gas | Terbatas pada bentuk dan ukuran benda kerja | Aluminium, titanium, industri pesawat terbang |
| Las Ultrasonik | Kecepatan tinggi, konsistensi | Terbatas pada ketebalan logam, memerlukan kontak antar logam | Logam tipis, plastik, elektronik |
Tujuan dan Fungsi
Tujuan dan fungsi sambungan las meliputi:
- Menggabungkan logam-logam menjadi satu kesatuan yang kuat dan tahan lama
- Membentuk struktur rangka pada konstruksi
- Membuat komponen mesin dan alat transportasi
- Memperbaiki dan mengganti komponen yang rusak
- Pemrosesan logam dan pembuatan peralatan industri
Tahapan Kerja
Tahapan kerja sambungan las meliputi:
- Persiapan material, seperti pembersihan dan penghilangan kotoran
- Pemilihan metode las yang sesuai dengan jenis material dan kebutuhan
- Pengaturan parameter las, seperti arus, tegangan, dan kecepatan pengelasan
- Pelaksanaan proses las, termasuk pemanasan awal, pengelasan, dan pendinginan
- Pemeriksaan hasil las untuk memastikan kualitas dan kekuatan sambungan
- Penyelesaian dan finishing, seperti pengamplasan dan pengecatan permukaan las
Batasan
Batasan sambungan las meliputi:
- Material yang sulit atau tidak dapat dilas, seperti keramik atau beberapa jenis plastik
- Pengelasan pada kondisi lingkungan yang ekstrem atau tidak stabil
- Keterbatasan dalam pengelasan material dengan ketebalan sangat tipis atau sangat tebal
- Potensi terjadinya distorsi dan perubahan bentuk material yang tidak diinginkan
Syarat Keberterimaan Sesuai Kode
Syarat keberterimaan las harus memenuhi standar dan kode yang berlaku, seperti American Welding Society (AWS), American Society of Mechanical Engineers (ASME), dan European Welding Standards (EWS). Beberapa syarat keberterimaan meliputi:
- Memenuhi spesifikasi desain dan kekuatan yang ditentukan
- Hasil las bebas dari cacat dan retak yang signifikan
- Mematuhi prosedur dan teknik pengelasan yang sesuai
- Pemeriksaan dan pengujian yang memenuhi standar, seperti radiografi, ultrasonik, dan visual
- Dokumentasi dan sertifikasi yang lengkap dan akurat
Standar dan Kode
Standar dan kode las memastikan bahwa proses dan hasil las memenuhi persyaratan kualitas dan keamanan yang ditentukan. Beberapa standar dan kode yang umum digunakan meliputi:
- AWS D1.1: Structural Welding Code – Steel
- ASME Boiler and Pressure Vessel Code (BPVC) Section IX: Welding, Brazing, and Fusing Qualifications
- ISO 3834: Quality Requirements for Fusion Welding of Metallic Materials
- EN 1090: Execution of Steel Structures and Aluminium Structures
- EN 15085: Welding of Railway Vehicles and Components
Acceptance Criteria Sesuai ASME
Acceptance criteria untuk sambungan las sesuai dengan ASME BPVC Section IX meliputi:
- Visual examination untuk memeriksa kesesuaian bentuk, ukuran, dan penempatan las
- Inspeksi non-destruktif (NDT), seperti radiografi dan ultrasonik, untuk mendeteksi retak dan cacat internal
- Pengujian mekanik, seperti tensile, bending, dan impact, untuk menilai kekuatan dan ketahanan las
- Pengujian kimia, seperti analisis komposisi kimia dan korosi, untuk memastikan sifat material yang sesuai
- Pengujian metalografi, seperti uji mikrostruktur dan makrostruktur, untuk mengevaluasi struktur logam las
Kesimpulan
Sambungan las merupakan teknik penggabungan logam yang penting dan sering digunakan dalam berbagai industri. Dalam artikel ini, kita telah membahas sejarah, pengertian, metode, tujuan dan fungsi, tahapan kerja, jenis dan klasifikasi, serta standar dan kode sambungan las. Selain itu, kita juga telah melihat perbedaan antara berbagai jenis las, kelebihan dan kekurangannya, serta syarat keberterimaan dan acceptance criteria sesuai ASME. Dengan memahami berbagai aspek sambungan las ini, diharapkan kita dapat mengaplikasikan teknik pengelasan yang tepat dan aman untuk mencapai hasil yang optimal dan memenuhi standar kualitas yang ditetapkan.
Sampai jumpa kembali di artikel menarik lainnya!

{kind=link}
Cialis Amazon
I congratulate, excellent idea and it is duly
Cialis 5 mg prezzo cialis 5 mg prezzo cialis 5 mg prezzo
what is bitcoin : Bitcoin (BTC) is the first and most popular digital currency in the world, it has been issued since 2009. It differs from all world currencies because it is not tied to certain countries and is completely decentralized.
Due to this, no one can block the circulation of Bitcoins or seize these funds, because they do not exist in a particular place – they are just records in a replicated distributed database. In fact, anyone can issue Bitcoins (mining), the only condition – access to the Internet and PC.
One of the advantages of Bitcoins is its owners` anonymity – although the data on transactions in real-time is publicly available, it is possible to track only Bitcoin addresses of users without binding them to specific individuals. Therefore, the number of Bitcoins (and, therefore, the funds stored in them) of a particular user cannot be tracked through any bank.”
cat casino официальный сайт
https://7sps.ru/
вегас гранд казино онлайн казино
vegas grand казино официальный сайт онлайн
Hi, this weekend is pleasant for me, because this point in time i am reading this impressive informative piece of writing here at my house.
http://maps.google.com.gt/url?q=https://didvirtualnumbers.com/de/
Aviator Spribe играть выгодно казино
Добро пожаловать в захватывающий мир авиаторов! Aviator – это увлекательная игра, которая позволит вам окунуться в атмосферу боевых действий на небе. Необычные графика и захватывающий сюжет сделают ваше путешествие по воздуху неповторимым.
Aviator Spribe казино играть на компьютере
Aviator Spribe играть на турнире
Добро пожаловать в захватывающий мир авиаторов! Aviator – это увлекательная игра, которая позволит вам окунуться в атмосферу боевых действий на небе. Необычные графика и захватывающий сюжет сделают ваше путешествие по воздуху неповторимым.
Aviator Spribe казино играть выгодно
whoah this weblog is magnificent i love reading your articles. Keep up the good work! You realize, a lot of people are looking around for this info, you could aid them greatly.
Rybelsus
Aviator Spribe играть на турнире
Добро пожаловать в захватывающий мир авиаторов! Aviator – это увлекательная игра, которая позволит вам окунуться в атмосферу боевых действий на небе. Необычные графика и захватывающий сюжет сделают ваше путешествие по воздуху неповторимым.
Aviator Spribe казино играть на Mac
This is my first time go to see at here and i am in fact impressed to read all at single place.
writing service
Российский производитель предлагает разборные гантели https://gantel-razbornaya.ru/ – у нас найдете объемный объем предложений. Сборные утяжелители дают продуктивно выполнять силовые тренировки в любом месте. Изделия для спорта отличаются функциональностью, безопасностью в использовании. Организация продуктивно изучает и внедряет свежие идеи, чтобы реализовать желания новых покупателей. В выпуске долговечных изделий всегда используются инновационные марки металла. Широкий ассортимент снарядов позволяет купить разборные гантели для продуктивной программы тренировок. Для домашних занятий – это комфортный инвентарь с компактными габаритами и значительной универсальности.
Производимые российским заводом тренажеры для кинезитерапии https://trenazhery-dlya-kineziterapii.ru и специально предназначены для восстановления после травм. Устройства имеют выгодное предложение стоимости и качества.
Выбираем очень недорого Кроссовер с облегченной конструкцией. В каталоге интернет-магазина для кинезитерапии всегда в реализации модели блочного и нагружаемого типа.
Изготавливаемые тренажеры для реабилитации обеспечивают мягкую и безопасную тренировку, что особенно важно для тренирующихся пациентов в процессе восстановления.
Станки обладают подстраиваемым сопротивлением и уровнями нагрузки, что дает возможность индивидуализировать тренировки в соответствии с потребностями каждого пациента.
Все устройства подходят для кинезитерапии по методике врача физиотерапевта Бубновского. Оснащены ручками для комфортного осуществления тяговых движений сидя или стоя.
Hello just wanted to give you a brief heads up and let you know a few of the pictures aren’t loading properly. I’m not sure why but I think its a linking issue. I’ve tried it in two different internet browsers and both show the same results.
https://codyiwlx87521.thenerdsblog.com/30385451/koop-een-virtueel-nummer
What’s up, its pleasant piece of writing on the topic of media print, we all be familiar with media is a impressive source of data.
http://youngin.pe.kr/bbs/board.php?bo_table=free&wr_id=210455
Hi there it’s me, I am also visiting this web page regularly, this site is genuinely pleasant and the visitors are in fact sharing nice thoughts.
Gama casino
Simply want to say your article is as astonishing. The clearness on your submit is simply excellent and i could think you’re an expert on this subject. Well together with your permission allow me to clutch your feed to stay up to date with forthcoming post. Thanks a million and please continue the enjoyable work.
Гама казино
Whats up are using WordPress for your site platform? I’m new to the blog world but I’m trying to get started and set up my own. Do you need any coding expertise to make your own blog? Any help would be greatly appreciated!
http://www.nobelpat.com/bbs/board.php?bo_table=free&wr_id=39683
Aviator Spribe играть на компьютере казино
Добро пожаловать в захватывающий мир авиаторов! Aviator – это увлекательная игра, которая позволит вам окунуться в атмосферу боевых действий на небе. Необычные графика и захватывающий сюжет сделают ваше путешествие по воздуху неповторимым.
Aviator Spribe играть на компьютере
Aviator Spribe казино играть на планшете
Добро пожаловать в захватывающий мир авиаторов! Aviator – это увлекательная игра, которая позволит вам окунуться в атмосферу боевых действий на небе. Необычные графика и захватывающий сюжет сделают ваше путешествие по воздуху неповторимым.
Aviator Spribe играть онлайн
Тумба со столешницей и раковиной Vintage
Добрый день всем!
Закажите диплом ВУЗа с гарантированной подлинностью и доставкой по России без предварительной оплаты – просто, надежно, выгодно!
http://saksx-attestats.ru/
Закажите диплом ВУЗа по выгодной цене с доставкой в любой город России без предоплаты – это надежно и выгодно!
У нас вы можете заказать диплом Гознака по специальной цене с доставкой в любой регион России без предоплаты – надежно и выгодно!
Привет всем!
Бывало ли у вас такое, что приходилось писать дипломную работу в крайне сжатые сроки? Это действительно требует огромной ответственности и напряженных усилий, но важно не опускать руки и продолжать активно заниматься учебными процессами, как я.
Для тех, кто умеет быстро находить и анализировать информацию в сети, это действительно помогает в процессе согласования и написания дипломной работы. Больше не нужно тратить время на посещение библиотек или устраивать встречи с дипломным руководителем. Здесь, на этом ресурсе, предоставлены надежные данные для заказа и написания дипломных и курсовых работ с гарантией качества и доставкой по всей России. Можете ознакомиться с предложениями на сайте , это проверено!
http://artem-energo.ru/message.php?msg=151
купить диплом колледжа
купить диплом нового образца
купить аттестат
купить диплом о среднем образовании
купить аттестат школы
Желаю всем отличных отметок!
Добрый день всем!
Было ли у вас опыт написания дипломной работы в крайне сжатые сроки? Это действительно требует огромной ответственности и трудоемкости, однако важно сохранять упорство и продолжать активно участвовать в учебном процессе, как я это делаю.
Для тех, кто умеет эффективно искать и анализировать информацию в интернете, это действительно помогает в процессе согласования и написания дипломной работы. Больше не нужно тратить время на посещение библиотек или организацию встреч с научным руководителем. Здесь, на этом ресурсе, предоставлены надежные данные для заказа и написания дипломных и курсовых работ с гарантией качества и доставкой по всей России. Можете ознакомиться с предложениями по ссылке , это проверенный источник!
http://newsbeautiful.ru/kupit-uchebnyie-attestatyi/
купить диплом ссср
купить диплом колледжа
купить диплом Гознак
купить диплом бакалавра
купить диплом о среднем специальном
Желаю всем прекрасных отметок!
Привет всем!
Было ли у вас опыт написания дипломной работы в крайне сжатые сроки? Это действительно требует огромной ответственности и трудоемкости, однако важно сохранять упорство и продолжать активно участвовать в учебном процессе, как я это делаю.
Для тех, кто умеет эффективно искать и анализировать информацию в интернете, это действительно помогает в процессе согласования и написания дипломной работы. Больше не нужно тратить время на посещение библиотек или организацию встреч с научным руководителем. Здесь, на этом ресурсе, предоставлены надежные данные для заказа и написания дипломных и курсовых работ с гарантией качества и доставкой по всей России. Можете ознакомиться с предложениями по ссылке , это проверенный источник!
https://www.catchinterior.com.pk/?option=com_k2&view=itemlist&task=user&id=119531
купить диплом о высшем образовании
где купить диплом
купить диплом специалиста
купить диплом бакалавра
купить диплом колледжа
Желаю каждому пятерошных) отметок!
Приветики!
Бывало ли у вас такое, что приходилось писать дипломную работу в очень ограниченные сроки? Это действительно требует большой ответственности и тяжелого труда, но важно не сдаваться и продолжать активно заниматься учебными процессами, так же, как и я.
Для тех, кто умеет эффективно использовать интернет для поиска и анализа информации, это действительно облегчает процесс согласования и написания дипломной работы. Не нужно тратить время на посещение библиотек или организацию встреч с дипломным руководителем. Здесь представлены надежные данные для заказа и написания дипломных и курсовых работ с гарантией качества и доставкой по всей России. Можете ознакомиться с предложениями по ссылке , это проверенный способ!
http://sferamif.bestbb.ru/viewtopic.php?id=321#p363
купить диплом магистра
купить диплом о среднем специальном
купить диплом Гознак
купить диплом ссср
купить аттестат школы
Желаю каждому прекрасных отметок!
Доброго всем дня!
Было ли у вас когда-нибудь так, что приходилось писать дипломную работу в очень сжатые сроки? Это действительно требует огромной ответственности и может быть очень тяжело, но важно не опускать руки и продолжать активно заниматься учебными процессами, как я.
Для тех, кто умеет быстро находить и использовать информацию в интернете, это действительно облегчает процесс согласования и написания дипломной работы. Больше не нужно тратить время на посещение библиотек или устраивать встречи с научным руководителем. Здесь, на этом ресурсе, предоставлены надежные данные для заказа и написания дипломных и курсовых работ с гарантией качества и доставкой по всей России. Можете ознакомиться с предложениями на сайте , это проверено!
http://mireait.listbb.ru/viewtopic.php?f=2&t=326
купить диплом бакалавра
купить диплом института
купить диплом нового образца
купить диплом колледжа
купить диплом в Москве
Желаю всем положительных отметок!
Здравствуйте!
Были ли у вас случаи, когда приходилось писать дипломную работу в крайне ограниченные сроки? Это действительно требует большой ответственности и трудоемкости, но важно не отступать и продолжать активно участвовать в учебном процессе, как я.
Для тех, кто умеет эффективно находить и использовать информацию в сети, это действительно помогает в процессе согласования и написания дипломной работы. Больше не нужно тратить время на посещение библиотек или организацию встреч с научным руководителем. Здесь, на этом ресурсе, предоставлены надежные данные для заказа и написания дипломных и курсовых работ с гарантией качества и доставкой по всей России. Можете ознакомиться с предложениями тут , это проверенный источник!
https://clicavisos.com.ar/author/namc7891355/
купить диплом магистра
купить диплом нового образца
купить аттестат школы
купить диплом университета
купить диплом специалиста
Желаю всем отличных оценок!
Приветики!
Бывало ли у вас такое, что приходилось писать дипломную работу в крайне сжатые сроки? Это действительно требует огромной ответственности и напряженных усилий, но важно не опускать руки и продолжать активно заниматься учебными процессами, как я.
Для тех, кто умеет быстро находить и анализировать информацию в сети, это действительно помогает в процессе согласования и написания дипломной работы. Больше не нужно тратить время на посещение библиотек или устраивать встречи с дипломным руководителем. Здесь, на этом ресурсе, предоставлены надежные данные для заказа и написания дипломных и курсовых работ с гарантией качества и доставкой по всей России. Можете ознакомиться с предложениями на сайте , это проверено!
http://moningrp.listbb.ru/viewtopic.php?f=16&t=304
купить диплом
купить диплом о среднем специальном
купить диплом университета
купить диплом специалиста
где купить диплом
Желаю всем отличных оценок!
Привет, дорогой читатель!
Было ли у вас когда-нибудь так, что приходилось писать дипломную работу в очень сжатые сроки? Это действительно требует огромной ответственности и может быть очень тяжело, но важно не опускать руки и продолжать активно заниматься учебными процессами, как я.
Для тех, кто умеет быстро находить и использовать информацию в интернете, это действительно облегчает процесс согласования и написания дипломной работы. Больше не нужно тратить время на посещение библиотек или устраивать встречи с научным руководителем. Здесь, на этом ресурсе, предоставлены надежные данные для заказа и написания дипломных и курсовых работ с гарантией качества и доставкой по всей России. Можете ознакомиться с предложениями на сайте , это проверено!
https://cetka.webtalk.ru/post.php?fid=21
купить диплом о высшем образовании
купить диплом бакалавра
купить диплом магистра
купить диплом техникума
купить диплом о среднем специальном
Желаю любому прекрасных оценок!
This is really attention-grabbing, You’re a very professional blogger. I have joined your rss feed and look forward to looking for more of your magnificent post. Also, I’ve shared your site in my social networks!
Здравствуйте!
Бывало ли у вас такое, что приходилось писать дипломную работу в очень ограниченные сроки? Это действительно требует большой ответственности и тяжелого труда, но важно не сдаваться и продолжать активно заниматься учебными процессами, так же, как и я.
Для тех, кто умеет эффективно использовать интернет для поиска и анализа информации, это действительно облегчает процесс согласования и написания дипломной работы. Не нужно тратить время на посещение библиотек или организацию встреч с дипломным руководителем. Здесь представлены надежные данные для заказа и написания дипломных и курсовых работ с гарантией качества и доставкой по всей России. Можете ознакомиться с предложениями по ссылке , это проверенный способ!
http://heyrodisscusion.listbb.ru/viewtopic.php?f=10&t=247
купить диплом
купить диплом университета
купить диплом о высшем образовании
купить диплом цена
купить диплом магистра
Желаю любому нужных отметок!
Привет всем!
купить диплом цена
Желаю любому нужных оценок!
https://serenity925silver.com/%D0%BA%D1%83%D0%BF%D0%B8%D1%82%D1%8C-%D0%B4%D0%B8%D0%BF%D0%BB%D0%BE%D0%BC-%D1%83%D0%BD%D0%B8%D0%B2%D0%B5%D1%80%D1%81%D0%B8%D1%82%D0%B5%D1%82%D0%B0-%D0%BA%D1%83%D0%BF%D0%B8%D1%82%D1%8C-%D0%BF%D0%BE/
купить диплом цена
купить диплом университета
купить диплом бакалавра
Привет всем!
купить аттестат
Желаю каждому нужных оценок!
http://4division.ru/topic7145.html
купить диплом о среднем специальном
купить диплом о высшем образовании
купить диплом техникума
Just desire to say your article is as astonishing. The clearness to your submit is simply excellent and i could assume you’re knowledgeable in this subject. Well together with your permission let me to snatch your feed to keep up to date with imminent post. Thank you one million and please continue the enjoyable work.
#be#jk3#jk#jk#JK##
турецкий номер телефона
Привет, дорогой читатель!
купить диплом колледжа
Желаю каждому положительных оценок!
https://www.deadbeathomeowner.com/community/profile/arlettepalmore/
купить диплом о высшем образовании
купить диплом нового образца
купить диплом ссср
Pretty nice post. I simply stumbled upon your blog and wished to say that I have truly
loved browsing your blog posts. In any case I’ll be subscribing on your
feed and I hope you write again very soon!
В современном мире, где диплом является началом отличной карьеры в любом направлении, многие ищут максимально простой путь получения качественного образования. Необходимость наличия официального документа переоценить невозможно. Ведь именно он открывает двери перед каждым человеком, желающим вступить в профессиональное сообщество или продолжить обучение в ВУЗе.
Предлагаем очень быстро получить этот важный документ. Вы можете приобрести диплом, что является отличным решением для человека, который не смог закончить обучение или потерял документ. дипломы производятся с особой тщательностью, вниманием к мельчайшим деталям, чтобы на выходе получился продукт, полностью соответствующий оригиналу.
Преимущество данного решения заключается не только в том, что вы сможете оперативно получить диплом. Процесс организовывается комфортно, с профессиональной поддержкой. От выбора нужного образца диплома до консультаций по заполнению персональных данных и доставки в любой регион страны — все под абсолютным контролем опытных специалистов.
Всем, кто ищет оперативный способ получения необходимого документа, наша компания предлагает отличное решение. Приобрести диплом – значит избежать длительного обучения и не теряя времени переходить к достижению личных целей: к поступлению в университет или к началу трудовой карьеры.
https://dlplomanrussian.com
I do agree with all of the ideas you’ve presented in your post. They’re really convincing and will definitely work. Still, the posts are too short for beginners. Could you please extend them a little from next time? Thanks for the post.
Сегодня, когда диплом – это начало успешной карьеры в любом направлении, многие стараются найти максимально простой путь получения образования. Наличие официального документа сложно переоценить. Ведь именно он открывает двери перед всеми, кто собирается вступить в профессиональное сообщество или продолжить обучение в каком-либо институте.
Мы предлагаем быстро получить этот необходимый документ. Вы имеете возможность заказать диплом нового или старого образца, и это будет удачным решением для человека, который не смог закончить образование, потерял документ или желает исправить свои оценки. Любой диплом изготавливается аккуратно, с максимальным вниманием к мельчайшим элементам. В итоге вы получите полностью оригинальный документ.
Преимущество подобного подхода заключается не только в том, что вы сможете быстро получить свой диплом. Процесс организовывается комфортно, с профессиональной поддержкой. Начиная от выбора необходимого образца документа до консультаций по заполнению персональной информации и доставки по стране — все находится под абсолютным контролем качественных специалистов.
В результате, для всех, кто пытается найти оперативный способ получения требуемого документа, наша компания может предложить выгодное решение. Заказать диплом – это значит избежать продолжительного обучения и не теряя времени переходить к личным целям, будь то поступление в ВУЗ или старт карьеры.
https://diploman-russiyan.com
I am always thought about this, regards for putting up.
Great post and right to the point. I am not sure if this is in fact the best place to ask but do you guys have any ideea where to get some professional writers? Thank you 🙂
В нашем мире, где диплом – это начало удачной карьеры в любой области, многие ищут максимально быстрый и простой путь получения качественного образования. Наличие официального документа об образовании трудно переоценить. Ведь именно он открывает двери перед всеми, кто хочет начать профессиональную деятельность или учиться в высшем учебном заведении.
В данном контексте наша компания предлагает максимально быстро получить любой необходимый документ. Вы сможете приобрести диплом нового или старого образца, и это будет отличным решением для человека, который не смог закончить обучение или потерял документ. дипломы выпускаются аккуратно, с особым вниманием к мельчайшим нюансам. На выходе вы сможете получить полностью оригинальный документ.
Превосходство этого решения состоит не только в том, что вы оперативно получите свой диплом. Весь процесс организован комфортно, с нашей поддержкой. Начиная от выбора подходящего образца до грамотного заполнения личных данных и доставки в любой регион России — все под полным контролем опытных специалистов.
Всем, кто хочет найти максимально быстрый способ получения необходимого документа, наша услуга предлагает выгодное решение. Купить диплом – значит избежать продолжительного процесса обучения и не теряя времени перейти к своим целям, будь то поступление в ВУЗ или старт карьеры.
https://diplomanc-russia24.com
В наше время, когда диплом становится началом удачной карьеры в любом направлении, многие ищут максимально быстрый и простой путь получения образования. Факт наличия документа об образовании переоценить попросту невозможно. Ведь диплом открывает дверь перед всеми, кто хочет начать трудовую деятельность или продолжить обучение в высшем учебном заведении.
Мы предлагаем очень быстро получить этот необходимый документ. Вы сможете купить диплом старого или нового образца, что будет отличным решением для всех, кто не смог завершить образование или потерял документ. диплом изготавливается с особой тщательностью, вниманием ко всем деталям. В результате вы сможете получить продукт, полностью соответствующий оригиналу.
Плюсы такого решения заключаются не только в том, что вы быстро получите диплом. Весь процесс организован просто и легко, с нашей поддержкой. От выбора необходимого образца документа до правильного заполнения персональной информации и доставки по России — все под абсолютным контролем качественных мастеров.
Для тех, кто ищет оперативный способ получить требуемый документ, наша услуга предлагает выгодное решение. Заказать диплом – это значит избежать продолжительного обучения и не теряя времени переходить к важным целям, будь то поступление в ВУЗ или старт трудовой карьеры.
https://diploman-rossiya.com
В современном мире, где диплом – это начало удачной карьеры в любом направлении, многие ищут максимально быстрый и простой путь получения качественного образования. Факт наличия документа об образовании сложно переоценить. Ведь диплом открывает дверь перед людьми, желающими начать трудовую деятельность или продолжить обучение в высшем учебном заведении.
В данном контексте наша компания предлагает очень быстро получить этот важный документ. Вы сможете приобрести диплом, что является удачным решением для человека, который не смог закончить обучение, потерял документ или желает исправить свои оценки. Все дипломы выпускаются с особой аккуратностью, вниманием к мельчайшим нюансам. В итоге вы сможете получить документ, 100% соответствующий оригиналу.
Преимущество такого решения состоит не только в том, что вы сможете максимально быстро получить диплом. Процесс организован просто и легко, с нашей поддержкой. Начиная от выбора нужного образца документа до точного заполнения личной информации и доставки по стране — все под абсолютным контролем опытных мастеров.
В итоге, для тех, кто ищет быстрый и простой способ получения требуемого документа, наша услуга предлагает выгодное решение. Купить диплом – значит избежать продолжительного процесса обучения и сразу перейти к достижению своих целей: к поступлению в университет или к началу успешной карьеры.
https://diploman-russiyans.com
В нашем мире, где диплом – это начало отличной карьеры в любой области, многие стараются найти максимально быстрый путь получения качественного образования. Наличие официального документа переоценить просто невозможно. Ведь диплом открывает дверь перед каждым человеком, который стремится вступить в профессиональное сообщество или учиться в ВУЗе.
В данном контексте мы предлагаем максимально быстро получить этот важный документ. Вы имеете возможность купить диплом нового или старого образца, что будет удачным решением для человека, который не смог завершить образование, потерял документ или хочет исправить плохие оценки. Каждый диплом изготавливается аккуратно, с максимальным вниманием к мельчайшим нюансам, чтобы в итоге получился полностью оригинальный документ.
Превосходство этого решения состоит не только в том, что вы сможете максимально быстро получить свой диплом. Процесс организовывается комфортно, с профессиональной поддержкой. Начиная от выбора требуемого образца до консультаций по заполнению персональных данных и доставки в любое место России — все под абсолютным контролем квалифицированных мастеров.
В результате, всем, кто хочет найти максимально быстрый способ получения необходимого документа, наша компания готова предложить отличное решение. Приобрести диплом – это значит избежать длительного процесса обучения и не теряя времени перейти к своим целям: к поступлению в ВУЗ или к началу удачной карьеры.
https://diploman-russiyan.com
В нашем мире, где диплом является началом отличной карьеры в любом направлении, многие пытаются найти максимально быстрый и простой путь получения образования. Наличие официального документа об образовании трудно переоценить. Ведь диплом открывает дверь перед каждым человеком, желающим начать профессиональную деятельность или учиться в каком-либо университете.
В данном контексте наша компания предлагает быстро получить этот необходимый документ. Вы можете заказать диплом, и это будет выгодным решением для всех, кто не смог завершить обучение, утратил документ или хочет исправить свои оценки. диплом изготавливается с особой аккуратностью, вниманием ко всем нюансам. В итоге вы сможете получить документ, 100% соответствующий оригиналу.
Превосходство этого решения состоит не только в том, что можно максимально быстро получить свой диплом. Процесс организован просто и легко, с профессиональной поддержкой. Начав от выбора требуемого образца до точного заполнения персональной информации и доставки по России — все под абсолютным контролем квалифицированных специалистов.
Всем, кто ищет быстрый и простой способ получения требуемого документа, наша услуга предлагает выгодное решение. Купить диплом – это значит избежать продолжительного процесса обучения и не теряя времени переходить к важным целям: к поступлению в ВУЗ или к началу успешной карьеры.
https://diploman-russiyan.com
В нашем мире, где диплом становится началом отличной карьеры в любом направлении, многие пытаются найти максимально быстрый и простой путь получения качественного образования. Необходимость наличия официального документа переоценить невозможно. Ведь именно он открывает дверь перед людьми, стремящимися вступить в профессиональное сообщество или учиться в ВУЗе.
В данном контексте наша компания предлагает оперативно получить этот важный документ. Вы сможете приобрести диплом старого или нового образца, и это будет удачным решением для человека, который не смог завершить образование, потерял документ или хочет исправить свои оценки. Каждый диплом изготавливается аккуратно, с особым вниманием к мельчайшим элементам. В итоге вы получите полностью оригинальный документ.
Плюсы данного решения заключаются не только в том, что можно оперативно получить диплом. Процесс организовывается просто и легко, с профессиональной поддержкой. От выбора подходящего образца диплома до консультаций по заполнению персональных данных и доставки в любое место России — все находится под полным контролем опытных специалистов.
Для всех, кто хочет найти быстрый способ получения необходимого документа, наша компания предлагает выгодное решение. Приобрести диплом – значит избежать длительного процесса обучения и не теряя времени перейти к личным целям, будь то поступление в ВУЗ или начало профессиональной карьеры.
https://diploman-russiyan.com
В нашем обществе, где диплом становится началом успешной карьеры в любой сфере, многие ищут максимально простой путь получения образования. Важность наличия документа об образовании переоценить просто невозможно. Ведь именно он открывает дверь перед людьми, желающими начать профессиональную деятельность или продолжить обучение в высшем учебном заведении.
Наша компания предлагает очень быстро получить любой необходимый документ. Вы сможете заказать диплом, и это является удачным решением для человека, который не смог закончить обучение, утратил документ или желает исправить плохие оценки. Все дипломы выпускаются аккуратно, с особым вниманием ко всем деталям, чтобы в итоге получился полностью оригинальный документ.
Преимущества такого решения состоят не только в том, что вы максимально быстро получите диплом. Процесс организовывается удобно, с профессиональной поддержкой. Начав от выбора требуемого образца до точного заполнения персональной информации и доставки в любой регион страны — все под полным контролем качественных мастеров.
В результате, для тех, кто пытается найти максимально быстрый способ получить требуемый документ, наша компания предлагает отличное решение. Купить диплом – значит избежать долгого обучения и не теряя времени переходить к своим целям: к поступлению в университет или к началу успешной карьеры.
https://dlplomanrussian.com
В современном мире, где диплом становится началом отличной карьеры в любом направлении, многие ищут максимально быстрый путь получения образования. Наличие официального документа переоценить невозможно. Ведь диплом открывает дверь перед всеми, кто собирается вступить в сообщество профессиональных специалистов или продолжить обучение в любом ВУЗе.
Мы предлагаем очень быстро получить этот необходимый документ. Вы можете заказать диплом старого или нового образца, что становится выгодным решением для всех, кто не смог закончить образование, утратил документ или желает исправить свои оценки. Каждый диплом изготавливается с особой тщательностью, вниманием к мельчайшим нюансам. На выходе вы получите продукт, 100% соответствующий оригиналу.
Преимущества этого решения состоят не только в том, что вы сможете быстро получить диплом. Весь процесс организовывается просто и легко, с нашей поддержкой. От выбора нужного образца до точного заполнения персональной информации и доставки по стране — все под полным контролем квалифицированных мастеров.
Всем, кто пытается найти быстрый способ получить требуемый документ, наша компания предлагает отличное решение. Купить диплом – это значит избежать длительного обучения и не теряя времени переходить к достижению личных целей: к поступлению в ВУЗ или к началу трудовой карьеры.
https://diploman-russiyans.com
В нашем мире, где диплом становится началом отличной карьеры в любом направлении, многие ищут максимально быстрый и простой путь получения качественного образования. Важность наличия документа об образовании переоценить просто невозможно. Ведь диплом открывает дверь перед людьми, стремящимися вступить в профессиональное сообщество или продолжить обучение в ВУЗе.
Предлагаем очень быстро получить любой необходимый документ. Вы имеете возможность заказать диплом, что становится выгодным решением для всех, кто не смог закончить обучение или потерял документ. дипломы производятся с особой аккуратностью, вниманием к мельчайшим нюансам. В результате вы получите продукт, полностью соответствующий оригиналу.
Преимущества такого решения заключаются не только в том, что можно максимально быстро получить свой диплом. Весь процесс организован удобно, с профессиональной поддержкой. Начав от выбора подходящего образца до консультаций по заполнению личной информации и доставки в любой регион страны — все будет находиться под абсолютным контролем наших специалистов.
В итоге, для тех, кто пытается найти оперативный способ получения необходимого документа, наша компания может предложить отличное решение. Заказать диплом – значит избежать долгого процесса обучения и не теряя времени переходить к достижению своих целей, будь то поступление в университет или начало карьеры.
https://diploman-rossiya.com
Greetings I am so excited I found your site, I really found you by accident, while I was searching on Digg for something else, Nonetheless I am here now and would just like to say kudos for a tremendous post and a all round thrilling blog (I also love the theme/design), I don’t have time to look over it all at the moment but I have bookmarked it and also added in your RSS feeds, so when I have time I will be back to read a great deal more, Please do keep up the superb work.
https://bio.link/playpcbn
В нашем обществе, где диплом – это начало удачной карьеры в любом направлении, многие ищут максимально простой путь получения качественного образования. Факт наличия официального документа сложно переоценить. Ведь именно диплом открывает двери перед всеми, кто собирается вступить в сообщество квалифицированных специалистов или учиться в ВУЗе.
Предлагаем максимально быстро получить этот важный документ. Вы имеете возможность заказать диплом нового или старого образца, что становится выгодным решением для всех, кто не смог завершить образование или утратил документ. Любой диплом изготавливается с особой тщательностью, вниманием к мельчайшим элементам. На выходе вы сможете получить 100% оригинальный документ.
Преимущество этого подхода заключается не только в том, что можно максимально быстро получить свой диплом. Весь процесс организовывается удобно и легко, с профессиональной поддержкой. От выбора подходящего образца диплома до консультации по заполнению личной информации и доставки в любое место России — все будет находиться под полным контролем опытных специалистов.
Для тех, кто хочет найти быстрый способ получить необходимый документ, наша компания готова предложить выгодное решение. Заказать диплом – это значит избежать продолжительного процесса обучения и не теряя времени переходить к своим целям, будь то поступление в университет или начало успешной карьеры.
https://diplomanc-russia24.com
В нашем обществе, где диплом – это начало отличной карьеры в любой области, многие пытаются найти максимально быстрый и простой путь получения качественного образования. Факт наличия официального документа об образовании сложно переоценить. Ведь диплом открывает двери перед людьми, стремящимися вступить в сообщество профессионалов или продолжить обучение в любом институте.
В данном контексте мы предлагаем быстро получить любой необходимый документ. Вы имеете возможность купить диплом старого или нового образца, что становится отличным решением для всех, кто не смог закончить образование, утратил документ или желает исправить плохие оценки. Каждый диплом изготавливается аккуратно, с максимальным вниманием к мельчайшим элементам. В результате вы сможете получить полностью оригинальный документ.
Преимущества этого решения состоят не только в том, что можно оперативно получить свой диплом. Весь процесс организован удобно, с профессиональной поддержкой. Начиная от выбора нужного образца документа до грамотного заполнения личных данных и доставки в любой регион России — все под полным контролем наших мастеров.
Таким образом, для тех, кто ищет оперативный способ получить требуемый документ, наша компания предлагает выгодное решение. Приобрести диплом – значит избежать длительного обучения и не теряя времени перейти к своим целям: к поступлению в ВУЗ или к началу трудовой карьеры.
https://diploman-rossiya.com
В нашем мире, где диплом – это начало отличной карьеры в любой сфере, многие стараются найти максимально простой путь получения качественного образования. Необходимость наличия официального документа переоценить просто невозможно. Ведь диплом открывает двери перед людьми, стремящимися начать профессиональную деятельность или учиться в любом институте.
Наша компания предлагает максимально быстро получить этот важный документ. Вы имеете возможность приобрести диплом нового или старого образца, что становится удачным решением для человека, который не смог закончить обучение, утратил документ или желает исправить свои оценки. Все дипломы изготавливаются аккуратно, с максимальным вниманием к мельчайшим элементам. На выходе вы получите продукт, максимально соответствующий оригиналу.
Плюсы подобного подхода заключаются не только в том, что вы сможете быстро получить диплом. Весь процесс организован удобно, с профессиональной поддержкой. Начиная от выбора нужного образца до грамотного заполнения персональной информации и доставки по России — все находится под полным контролем наших мастеров.
Всем, кто пытается найти максимально быстрый способ получить требуемый документ, наша компания готова предложить выгодное решение. Купить диплом – это значит избежать долгого процесса обучения и не теряя времени перейти к достижению собственных целей, будь то поступление в ВУЗ или старт карьеры.
https://diploman-russiyans.com
В современном мире, где диплом – это начало успешной карьеры в любой области, многие ищут максимально быстрый путь получения качественного образования. Важность наличия официального документа об образовании переоценить попросту невозможно. Ведь диплом открывает двери перед любым человеком, желающим вступить в профессиональное сообщество или учиться в высшем учебном заведении.
В данном контексте мы предлагаем быстро получить этот важный документ. Вы можете купить диплом старого или нового образца, что является выгодным решением для всех, кто не смог завершить образование, потерял документ или хочет исправить свои оценки. дипломы производятся аккуратно, с особым вниманием к мельчайшим элементам. В итоге вы получите 100% оригинальный документ.
Преимущества данного решения заключаются не только в том, что можно оперативно получить свой диплом. Весь процесс организован удобно и легко, с нашей поддержкой. От выбора необходимого образца диплома до точного заполнения личной информации и доставки в любой регион страны — все под полным контролем наших специалистов.
Таким образом, для всех, кто ищет оперативный способ получения требуемого документа, наша компания предлагает выгодное решение. Заказать диплом – это значит избежать долгого обучения и не теряя времени переходить к своим целям: к поступлению в университет или к началу удачной карьеры.
https://diploman-russiyans.com
Hello, all the time i used to check website posts here in the early hours in the dawn, as i love to learn more and more.
https://squareblogs.net/drianajmct/iak-viznachiti-iakist-skla-far-pered-pokupkoiu
Lottery Defeater Software is a digital tool designed to assist individuals in improving their chances of winning in various lotteries.
Hi! Would you mind if I share your blog with my twitter group? There’s a lot of people that I think would really enjoy your content. Please let me know. Many thanks
https://privatebin.net/?627ed3f0c0dfdf00#HbUc1fGNox4FnB7142jgQvbRV2q3TkCbdUQpKi7G7vdi
Ikaria Lean Belly Juice is a fast-acting weight loss supplement that is developed to incinerate stubborn fat.
Wow, fantastic blog layout! How long have you been blogging for? you make blogging look easy. The overall look of your web site is wonderful, as well as the content!
https://zenwriting.net/fastofldxm/h1-b-vazhlivist-skla-far-farfarlight-dlia-vashoyi-bezpeki-na-dorozi-b-h1
Sumatra Slim Belly Tonic primarily focuses on burning and eliminating belly fat.
Сегодня, когда диплом – это начало удачной карьеры в любой области, многие ищут максимально быстрый и простой путь получения образования. Наличие документа об образовании переоценить невозможно. Ведь диплом открывает дверь перед каждым человеком, который желает вступить в профессиональное сообщество или продолжить обучение в каком-либо ВУЗе.
В данном контексте мы предлагаем оперативно получить этот важный документ. Вы можете заказать диплом, что будет выгодным решением для всех, кто не смог завершить образование, потерял документ или желает исправить плохие оценки. Все дипломы изготавливаются аккуратно, с максимальным вниманием ко всем элементам, чтобы в итоге получился полностью оригинальный документ.
Преимущества этого подхода состоят не только в том, что можно быстро получить свой диплом. Весь процесс организовывается просто и легко, с нашей поддержкой. Начав от выбора подходящего образца диплома до консультации по заполнению личной информации и доставки по России — все находится под абсолютным контролем наших специалистов.
Всем, кто ищет быстрый и простой способ получить требуемый документ, наша компания предлагает выгодное решение. Купить диплом – значит избежать продолжительного обучения и сразу переходить к своим целям, будь то поступление в университет или старт карьеры.
diploman-russia.com
Где заказать диплом срочно
купить диплом университета http://www.diplom-msk.ru .
В нашем мире, где диплом является началом успешной карьеры в любом направлении, многие пытаются найти максимально простой путь получения образования. Наличие официального документа трудно переоценить. Ведь именно диплом открывает дверь перед любым человеком, который хочет вступить в профессиональное сообщество или продолжить обучение в высшем учебном заведении.
Мы предлагаем максимально быстро получить любой необходимый документ. Вы можете купить диплом нового или старого образца, что становится выгодным решением для всех, кто не смог завершить образование или утратил документ. дипломы изготавливаются с особой тщательностью, вниманием ко всем нюансам, чтобы в итоге получился полностью оригинальный документ.
Плюсы данного решения состоят не только в том, что вы сможете быстро получить свой диплом. Весь процесс организован комфортно, с профессиональной поддержкой. Начиная от выбора необходимого образца диплома до консультаций по заполнению личной информации и доставки в любое место страны — все под абсолютным контролем наших специалистов.
Таким образом, всем, кто ищет быстрый и простой способ получить требуемый документ, наша компания предлагает отличное решение. Купить диплом – это значит избежать длительного обучения и не теряя времени перейти к своим целям, будь то поступление в университет или начало карьеры.
diploman-russiyan.com
I like this post, enjoyed this one regards for putting up.
В нашем мире, где диплом – это начало успешной карьеры в любой области, многие ищут максимально быстрый путь получения качественного образования. Факт наличия официального документа об образовании трудно переоценить. Ведь именно диплом открывает дверь перед каждым человеком, желающим вступить в профессиональное сообщество или продолжить обучение в университете.
Мы предлагаем быстро получить этот необходимый документ. Вы сможете приобрести диплом нового или старого образца, и это становится удачным решением для человека, который не смог завершить образование, потерял документ или желает исправить свои оценки. диплом изготавливается аккуратно, с особым вниманием ко всем нюансам. В результате вы сможете получить полностью оригинальный документ.
Превосходство этого решения заключается не только в том, что можно оперативно получить свой диплом. Процесс организовывается удобно, с профессиональной поддержкой. Начиная от выбора подходящего образца документа до точного заполнения личной информации и доставки в любой регион России — все под абсолютным контролем квалифицированных мастеров.
Для тех, кто хочет найти быстрый и простой способ получить необходимый документ, наша компания предлагает отличное решение. Приобрести диплом – это значит избежать продолжительного обучения и сразу перейти к достижению собственных целей: к поступлению в ВУЗ или к началу трудовой карьеры.
https://www.diplomanc-russia24.com/
В нашем мире, где диплом – это начало отличной карьеры в любом направлении, многие пытаются найти максимально простой путь получения образования. Факт наличия официального документа об образовании сложно переоценить. Ведь именно он открывает двери перед всеми, кто желает вступить в сообщество профессиональных специалистов или продолжить обучение в университете.
Мы предлагаем очень быстро получить этот необходимый документ. Вы можете приобрести диплом, что является отличным решением для всех, кто не смог завершить образование, утратил документ или хочет исправить плохие оценки. дипломы производятся аккуратно, с максимальным вниманием ко всем элементам, чтобы в итоге получился 100% оригинальный документ.
Плюсы такого подхода состоят не только в том, что можно максимально быстро получить свой диплом. Весь процесс организовывается комфортно, с профессиональной поддержкой. Начиная от выбора нужного образца до консультации по заполнению персональных данных и доставки в любой регион страны — все находится под абсолютным контролем качественных мастеров.
Всем, кто пытается найти максимально быстрый способ получить требуемый документ, наша компания предлагает отличное решение. Приобрести диплом – это значит избежать длительного процесса обучения и не теряя времени переходить к личным целям: к поступлению в ВУЗ или к началу успешной карьеры.
http://www.diplom-net.ru
Hi mates, nice article and good urging commented here, I am genuinely enjoying by these.
https://turkiserial.co/
В наше время, когда диплом – это начало отличной карьеры в любой отрасли, многие стараются найти максимально быстрый и простой путь получения качественного образования. Наличие документа об образовании трудно переоценить. Ведь диплом открывает двери перед каждым человеком, который хочет начать профессиональную деятельность или продолжить обучение в любом университете.
Наша компания предлагает быстро получить этот необходимый документ. Вы сможете купить диплом, и это становится выгодным решением для всех, кто не смог завершить обучение, утратил документ или желает исправить свои оценки. Каждый диплом изготавливается аккуратно, с особым вниманием ко всем нюансам, чтобы в результате получился документ, полностью соответствующий оригиналу.
Преимущество данного решения состоит не только в том, что вы сможете максимально быстро получить диплом. Процесс организовывается удобно, с нашей поддержкой. Начиная от выбора требуемого образца документа до грамотного заполнения личных данных и доставки по России — все находится под абсолютным контролем наших мастеров.
Таким образом, для всех, кто пытается найти оперативный способ получения необходимого документа, наша компания может предложить выгодное решение. Купить диплом – это значит избежать долгого обучения и не теряя времени переходить к достижению собственных целей: к поступлению в университет или к началу трудовой карьеры.
http://www.diplomany.ru
В нашем мире, где диплом – это начало успешной карьеры в любой отрасли, многие стараются найти максимально быстрый и простой путь получения качественного образования. Наличие документа об образовании переоценить невозможно. Ведь именно он открывает двери перед людьми, стремящимися начать трудовую деятельность или учиться в университете.
Предлагаем оперативно получить этот важный документ. Вы сможете заказать диплом старого или нового образца, и это является выгодным решением для человека, который не смог закончить обучение, потерял документ или хочет исправить свои оценки. Все дипломы выпускаются с особой аккуратностью, вниманием к мельчайшим деталям, чтобы в результате получился 100% оригинальный документ.
Преимущества такого решения состоят не только в том, что вы сможете быстро получить диплом. Весь процесс организован комфортно, с профессиональной поддержкой. От выбора нужного образца диплома до точного заполнения личных данных и доставки по России — все будет находиться под полным контролем опытных специалистов.
Всем, кто ищет быстрый способ получения необходимого документа, наша компания может предложить отличное решение. Купить диплом – значит избежать длительного обучения и не теряя времени перейти к достижению собственных целей, будь то поступление в университет или старт успешной карьеры.
http://www.vsediplomu.ru
В современном мире, где диплом является началом успешной карьеры в любом направлении, многие ищут максимально быстрый и простой путь получения образования. Важность наличия официального документа об образовании переоценить просто невозможно. Ведь именно он открывает дверь перед всеми, кто собирается начать трудовую деятельность или продолжить обучение в любом институте.
Наша компания предлагает оперативно получить этот важный документ. Вы сможете приобрести диплом, что будет удачным решением для всех, кто не смог закончить обучение, потерял документ или желает исправить свои оценки. Все дипломы изготавливаются с особой тщательностью, вниманием ко всем нюансам. В результате вы получите продукт, максимально соответствующий оригиналу.
Превосходство этого подхода состоит не только в том, что вы сможете оперативно получить диплом. Весь процесс организовывается комфортно, с профессиональной поддержкой. От выбора требуемого образца диплома до консультации по заполнению персональных данных и доставки по России — все находится под абсолютным контролем квалифицированных специалистов.
Для всех, кто ищет оперативный способ получить необходимый документ, наша услуга предлагает отличное решение. Приобрести диплом – это значит избежать долгого обучения и сразу перейти к своим целям: к поступлению в ВУЗ или к началу удачной карьеры.
ab-diplom.ru
Сегодня, когда диплом – это начало успешной карьеры в любом направлении, многие ищут максимально простой путь получения качественного образования. Наличие документа об образовании переоценить невозможно. Ведь диплом открывает двери перед людьми, желающими начать трудовую деятельность или учиться в университете.
Предлагаем оперативно получить этот важный документ. Вы можете приобрести диплом нового или старого образца, что будет выгодным решением для всех, кто не смог завершить образование или потерял документ. дипломы изготавливаются аккуратно, с максимальным вниманием ко всем элементам. На выходе вы сможете получить 100% оригинальный документ.
Превосходство такого подхода состоит не только в том, что можно оперативно получить диплом. Весь процесс организован удобно, с нашей поддержкой. Начав от выбора подходящего образца документа до точного заполнения персональной информации и доставки по стране — все будет находиться под абсолютным контролем опытных специалистов.
Таким образом, всем, кто хочет найти оперативный способ получить требуемый документ, наша услуга предлагает выгодное решение. Заказать диплом – это значит избежать длительного процесса обучения и сразу переходить к достижению личных целей, будь то поступление в университет или старт удачной карьеры.
diplom-msk.ru
В нашем мире, где диплом – это начало успешной карьеры в любой отрасли, многие стараются найти максимально простой путь получения качественного образования. Наличие официального документа об образовании сложно переоценить. Ведь именно диплом открывает двери перед любым человеком, желающим вступить в профессиональное сообщество или продолжить обучение в университете.
В данном контексте мы предлагаем очень быстро получить этот необходимый документ. Вы можете купить диплом старого или нового образца, что будет удачным решением для всех, кто не смог завершить образование, утратил документ или хочет исправить плохие оценки. дипломы производятся с особой аккуратностью, вниманием ко всем деталям, чтобы в итоге получился полностью оригинальный документ.
Превосходство этого решения состоит не только в том, что вы максимально быстро получите свой диплом. Весь процесс организовывается удобно, с профессиональной поддержкой. Начиная от выбора требуемого образца до грамотного заполнения личной информации и доставки по стране — все находится под полным контролем наших специалистов.
Для всех, кто ищет максимально быстрый способ получить необходимый документ, наша компания предлагает отличное решение. Заказать диплом – значит избежать длительного обучения и не теряя времени переходить к своим целям, будь то поступление в ВУЗ или старт трудовой карьеры.
diplom-gotovie.ru
Hello to every body, it’s my first pay a quick visit of this website; this webpage consists of amazing and in fact good data in support of readers.
http://www.server-attestats.com
I got this site from my friend who shared with me regarding this web page and now this time I am browsing this web site and reading very informative content at this time.
diplom07.ru
В нашем мире, где диплом становится началом отличной карьеры в любой отрасли, многие пытаются найти максимально быстрый и простой путь получения образования. Факт наличия официального документа об образовании сложно переоценить. Ведь диплом открывает дверь перед всеми, кто хочет вступить в профессиональное сообщество или учиться в любом институте.
В данном контексте наша компания предлагает оперативно получить этот важный документ. Вы сможете купить диплом нового или старого образца, и это будет выгодным решением для всех, кто не смог завершить обучение, утратил документ или желает исправить плохие оценки. Каждый диплом изготавливается с особой аккуратностью, вниманием к мельчайшим элементам. На выходе вы сможете получить документ, полностью соответствующий оригиналу.
Преимущества подобного подхода заключаются не только в том, что можно максимально быстро получить диплом. Процесс организован просто и легко, с нашей поддержкой. От выбора подходящего образца до консультации по заполнению персональных данных и доставки в любое место страны — все под полным контролем качественных специалистов.
Для всех, кто ищет быстрый и простой способ получить требуемый документ, наша компания готова предложить отличное решение. Приобрести диплом – значит избежать продолжительного процесса обучения и не теряя времени переходить к своим целям, будь то поступление в университет или начало карьеры.
http://saksx-attestats.ru
What is Lottery Defeater Software? Lottery software is a specialized software designed to predict and facilitate individuals in winning lotteries.
В нашем мире, где диплом – это начало отличной карьеры в любом направлении, многие пытаются найти максимально быстрый путь получения образования. Важность наличия документа об образовании переоценить невозможно. Ведь именно он открывает двери перед всеми, кто стремится начать профессиональную деятельность или учиться в каком-либо университете.
В данном контексте мы предлагаем максимально быстро получить этот важный документ. Вы имеете возможность приобрести диплом, что будет отличным решением для всех, кто не смог завершить обучение, утратил документ или хочет исправить свои оценки. дипломы выпускаются с особой аккуратностью, вниманием к мельчайшим деталям, чтобы в итоге получился 100% оригинальный документ.
Превосходство данного подхода состоит не только в том, что вы сможете максимально быстро получить свой диплом. Весь процесс организован просто и легко, с профессиональной поддержкой. Начав от выбора требуемого образца до консультации по заполнению персональной информации и доставки в любой регион страны — все под абсолютным контролем опытных специалистов.
Всем, кто ищет быстрый и простой способ получения требуемого документа, наша услуга предлагает выгодное решение. Приобрести диплом – значит избежать длительного обучения и сразу перейти к достижению личных целей: к поступлению в ВУЗ или к началу трудовой карьеры.
http://diploman-russia.ru
Nice read, I just passed this onto a colleague who was doing a little research on that. And he actually bought me lunch as I found it for him smile Therefore let me rephrase that: Thanks for lunch!
I absolutely love your blog and find the majority of your post’s to be just what I’m looking for. Do you offer guest writers to write content for you? I wouldn’t mind publishing a post or elaborating on some of the subjects you write regarding here. Again, awesome site!
Повітряна заслінка для холодильника, Атлант (DM1017HE01), (908081410432)
Great V I should certainly pronounce, impressed with your site. I had no trouble navigating through all tabs and related info ended up being truly simple to do to access. I recently found what I hoped for before you know it in the least. Quite unusual. Is likely to appreciate it for those who add forums or anything, site theme . a tones way for your customer to communicate. Excellent task..
Prodentim: What is it? Some of the finest and highest quality ingredients are used to produce Prodentim, an oral health supplement
Very interesting subject , thanks for putting up.
DentiCore is a gum health support formula designed to help users remove dental health problems like bad breath, cavities, tooth decay, etc.
I have been browsing online more than 3 hours today, yet I never found any attention-grabbing article like yours. It¦s lovely worth enough for me. In my opinion, if all web owners and bloggers made just right content material as you did, the internet can be much more helpful than ever before.
After study a few of the blog posts on your website now, and I truly like your way of blogging. I bookmarked it to my bookmark website list and will be checking back soon. Pls check out my web site as well and let me know what you think.
I reckon something truly special in this website.
Whats up very nice site!! Man .. Beautiful .. Amazing .. I will bookmark your website and take the feeds also…I am satisfied to find numerous helpful information here in the submit, we’d like work out more strategies in this regard, thank you for sharing.
I’d constantly want to be update on new posts on this site, saved to my bookmarks! .
I like this web blog very much so much fantastic info .
Купить Свидетельство О Разводе Киев
И выбор среди них наиболее подходящей является одним из самых важных моментов. Однако, есть ситуации, когда такой шаг оправдан и может принести ряд преимуществ. Довольный клиент приведет двух новых, а недовольный уведет десятерых. Менеджеры фирмы посоветуют подходящий университет или техникум, и правильное название специальности или специализации. Но есть один интересный развод – всех сотрудников проверяют, если они не купят Свидетельство справляться, то попадут под подозрение. Конкуренция на многих уровнях порой зашкаливает и здесь уже идут в расчет не только персональные качества кандидата, его опыт и знания в данной области, сколько связи и престижность стоящих за его спиной высших учебных заведений.
http://https://rudik-diploms-srednee.ru
Апостиль На Диплом О Высшем Образовании Москва
Причин для покупки аттестата о среднем образовании в Санкт-Петербурге существует немало. Поскольку по роду деятельности мне приходилось большую часть своего времени находиться за пределами территории РФ, я выбрала дистанционное обучение. Вы – целеустремлённы и амбициозны, готовы начать новый этап своей жизни, поднявшись на ступень выше.
Доверенность Для Постановки На Учет Тс
Также есть все необходимые степени защиты – водяные знаки, микротекст, флуоресцентные нити и т. Когда стало понятным где купить оригинальный диплом высшего учебного заведения, ознакомьтесь с вариантами о покупке дипломов высших учебных заведений, которая предоставляет наша фирма. Наша компания много лет специализируется на изготовлении документов разного образца и направления. Официальное подтверждение квалификации имеет ключевое значение при трудоустройстве.
Диплом Об Образовании
Диплом Об Образовании
Если мы не будем этого понимать, то не сможем выполнить свою работу так, как надо. Все, чтобы у тебя получилось расслабиться и на 20 минут забыть о мирской суете. Обучение длится 5 лет, в течении которых человек получит более углублённые знания по своей профессии. Стоит только заглянуть в интернет предложений предостаточно, но те ли это предложения, на которые можно положиться, могу ли я заказать два диплома по разным профессиям. Как диплом вуза или диплом, должны содержать целый ряд необходимых атрибутов Готовые дипломы, которые мы предлагаем вам, соответствуют всем требованиям и содержат абсолютно все печати, штампы и подписи. Нужно помнить, что именно свидетельство о рождении, а не диплом Об Образовании либо какой-либо другой документ служит основанием для оформления выхода на пенсию, доказательство родственной принадлежности и прочих процедурах связанных с гражданским кодексом.
http://https://russkiy365-diploms-srednee.ru/
Потерял Аттестат За 9 Класс
Так что же делать в подобных ситуациях, которые все чаще встречаются в жизни. В наше время для того, чтобы устроиться на работу в хорошую компанию, необходимо предъявить диплому Об Образовании диплом о высшем образовании. В нашей компании вы можете по приемлемой цене приобрести любые документы о среднем специальном образовании с занесением в реестр или без занесения.
Нотариальный Договор Займа
Для тех, кто понимает ценность подготовки в одном из лучших ВУЗов, наша компания предлагает купить диплом Об Образовании Белорусского государственного университета. Еще одним плюсом в пользу решения купить красный диплом техникума в Перми – это возможность не только поступить без экзаменов на третий курс ВУЗа, но и зачисление на бюджетную форму обучения. На территории нашей страны работает много таких компаний, в которых можно не только заказать диплом Об Образовании, но также ряд других важных образовательных документов, к примеру, аттестат об окончании школы. Если диплом не прошел проверку, то он является недействительным.
Купить Диплом О Среднем Образовании В Астане (нур-султане)
Купить Диплом О Среднем Образовании В Астане (нур-султане)
Оно возникает у людей, которые за всю свою жизнь ни разу не пытались устроиться на работу. Далее в течение 57 документ прибудет в выбранное отделение Новой почты. Сегодня мы будем честны с ним и оправдаем его доверие, а завтра он приведет к нам новых клиентов по своей рекомендации. Профессиональная переподготовка или получение дополнительной квалификации – это получение дополнительных знаний, умений и навыков, которые требуются для выполнения задач нового направления деятельности. Не каждый из нас в своё время успел получить профессиональное образование.
https://gruppa365-diploms-srednee.ru
Сколько Стоит Купить Диплом Экономиста
Чтобы корочки были подлинными, организация нашла каналы поставки государственных бланков образовательных заведений, снабженных всеми атрибутами защиты и отвечающих правилам оформления конкретного университета или института. Надежность и оригинальное качество документа должны стоять на первом месте. Знания и квалификация, таких людей могут быть значительно выше, чем у тех, кто закончил государственный университет.
Что Будет, Если Купить Диплом О Среднем Образовании
Купить диплом мастера маникюра это возможность получить широкие возможности зарабатывать деньги даже в сложной экономической ситуации. Сначала надо получить разрешение на временное проживание, РВП, потом ВНЖ и только после этого можно подать документы на российский паспорт. Первым делом вас попросят показать ту самую корочку: аттестат или диплом, и только после этого продолжат разговор. Однако не все могут позволить себе получить качественное высшее образование.
Купить Диплом О Высшем Образовании В Тольятти
Разумеется, мы не станем задавать вопросов, зачем и для чего вы решили купить диплом. Политика нашей компании DIPLOMSHOP заключается в том, чтобы не задавать клиентам лишних вопросов. Еще одним важным фактором, который следует учитывать, когда вы выбираете фирму, где собираетесь купить диплом института, является конфиденциальность и безопасность ваших данных. Одесский национальный университет с далекого 1945 г. именуется именем знаменитого русского биолога И. Мечникова. Для молодых людей, стремящихся удачно сделать старт в карьере и тех, кто имеет опыт в отрасли, отличным решением станет заказать диплом фармацевта.
russkiy365-diploms-srednee.ru
Купить Диплом О Высшем Образовании В Нижнем Тагиле
Купив у нас диплом о высшем образовании можно оформляться и работать, заниматься любимым делом, не теряя при этом интерес к жизни. Трудоустройство в коммерческие организации, Желание сменить место работы, Внезапные проверки на предприятиях, Утеря оригинала без возможности восстановить официально, По договоренности с начальством государственной организации, Изменить оценки, перечень предметов и другие исправления, Для занятия частной практикой и бизнесом, Отчисление с ВУЗа без желания восстанавливаться, Показать родителям или родственникам. Мгновенное внесение изменений, если таковые производятся свой человек есть в каждом вузе: студент.
Купить Диплом Пту В Москве
А совмещение работы с учебой – дело крайне сложное, да ещё и невыгодное. Наш коллектив состоит из настоящих профессионалов, которые предоставляют бесплатные консультации и готовы помочь с подбором учебного заведения Украины под требования заказчика. Уже с первых курсов можно начать работать, если иметь документальное подтверждение.
Проверить Диплом О Высшем Образовании По Номеру
Купить диплом МИЭП можно на оригинальном бланке учебного заведения. Документ изготавливается на настоящем бланке, а оформляется согласно требованиям учебного заведения в указанный период обучения. Выбрать можно любую актуальную специальность: от экономики до юриспруденции. Мы даем вам такую возможность. Наши специалисты профессионально изготовят для вас диплом по доступной цене. Купить диплом МИЭМ у нас можно как самостоятельного ВУЗа, так и подразделения НИУ Высшая школа экономики. Всегда мечтали быть студентом этого университета.
https://arusak-diploms-srednee.ru
Купить Диплом О Высшем Образовании Цены Украина
Купите сегодня необходимый диплом института и уже завтра вы можете начать строить новую жизнь. К сожалению, поменялась не только карта мира, но ещё и отношения между бывшими союзными республиками. Мы быстро изготовим необходимую документацию учебных заведений не только местного масштаба, работаем со всеми вузами России. Перед выполнением заказа специалисты компании обязательно проверяют реальность учебного заведения и возможность получения там конкретной специальности.
Аттестат Купить
Для этого надо понимать, как происходит ваше взаимодействие с медицинскими организациями, какие у вас есть права, какие документы должны быть оформлены, на какие законы можно опираться. Высшее образование есть у каждого второго и во многом благодаря такой услуге, как продажа дипломов. И врачи военкомата не имеют оснований требовать дополнительных обследований.
of course like your website however you need to take a look at the spelling on quite a few of your posts. Several of them are rife with spelling issues and I in finding it very bothersome to inform the reality nevertheless I will surely come back again.
What Is LeanBiome? LeanBiome, a new weight loss solution, includes beneficial strains of gut bacteria that work fast for weight loss.
What Is ErecPrime? ErecPrime is a male enhancement supplement that will help with improving one’s sexual experience.
This blog is definitely rather handy since I’m at the moment creating an internet floral website – although I am only starting out therefore it’s really fairly small, nothing like this site. Can link to a few of the posts here as they are quite. Thanks much. Zoey Olsen
What is Java Burn? Java Burn, an innovative weight loss supplement, is poised to transform our perception of fat loss.
Thank you for sharing superb informations. Your web site is so cool. I am impressed by the details that you¦ve on this site. It reveals how nicely you understand this subject. Bookmarked this web page, will come back for extra articles. You, my friend, ROCK! I found simply the information I already searched all over the place and simply couldn’t come across. What a great site.
В нашем обществе, где диплом – это начало отличной карьеры в любой области, многие пытаются найти максимально простой путь получения образования. Факт наличия документа об образовании сложно переоценить. Ведь диплом открывает дверь перед каждым человеком, желающим вступить в профессиональное сообщество или продолжить обучение в любом институте.
Мы предлагаем очень быстро получить любой необходимый документ. Вы сможете приобрести диплом старого или нового образца, что будет отличным решением для всех, кто не смог завершить образование или потерял документ. Все дипломы выпускаются с особой тщательностью, вниманием к мельчайшим нюансам. На выходе вы получите документ, максимально соответствующий оригиналу.
Плюсы подобного подхода состоят не только в том, что можно оперативно получить диплом. Процесс организован удобно, с нашей поддержкой. Начиная от выбора требуемого образца до правильного заполнения персональной информации и доставки по стране — все под полным контролем опытных специалистов.
Для тех, кто ищет максимально быстрый способ получения требуемого документа, наша услуга предлагает выгодное решение. Заказать диплом – значит избежать длительного обучения и не теряя времени перейти к достижению собственных целей, будь то поступление в университет или начало карьеры.
http://http://diplomsagroups.com/diplomy-po-specialnosti/diplom-stomatologa.html
I am not real excellent with English but I come up this rattling leisurely to interpret.
Hi there! This post couldn’t be written any better! Reading through this post reminds me of my previous room mate! He always kept talking about this. I will forward this article to him. Pretty sure he will have a good read. Thank you for sharing!
На сегодняшний день, когда диплом – это начало удачной карьеры в любом направлении, многие пытаются найти максимально быстрый путь получения качественного образования. Наличие официального документа об образовании сложно переоценить. Ведь диплом открывает двери перед всеми, кто желает начать трудовую деятельность или продолжить обучение в высшем учебном заведении.
Наша компания предлагает очень быстро получить этот важный документ. Вы имеете возможность купить диплом старого или нового образца, что является удачным решением для человека, который не смог завершить образование или утратил документ. Любой диплом изготавливается с особой аккуратностью, вниманием ко всем нюансам. В итоге вы сможете получить 100% оригинальный документ.
Преимущества подобного решения заключаются не только в том, что вы оперативно получите свой диплом. Весь процесс организовывается удобно, с профессиональной поддержкой. От выбора необходимого образца документа до точного заполнения персональной информации и доставки в любой регион страны — все находится под абсолютным контролем наших мастеров.
Всем, кто пытается найти быстрый способ получения требуемого документа, наша компания готова предложить отличное решение. Заказать диплом – значит избежать долгого обучения и не теряя времени переходить к достижению личных целей, будь то поступление в ВУЗ или старт карьеры.
http://diplomsagroups.com/diplomy-po-specialnosti/diplom-psihologa.html
I’m gone to convey my little brother, that he should also pay a visit this blog on regular basis to obtain updated from latest reports.
@@G@@
https://zone64.ru/1727-kak-rabotayut-virtualnye-nomera.html
http://mailorderbridesfinder.com
Hi to every one, the contents existing at this site are actually awesome for people knowledge, well, keep up the good work fellows.
cialis 5mg erfahrungen
Hi there, this weekend is good in favor of me, because this time i am reading this impressive educational piece of writing here at my house.
http://www.veloxrugby.com/paulsnews.htmВ
volteis.com/fr/canal-volteis/actualites/131-nouveau-distributeur-pour-la-guadeloupe-st-barth-et-st-martinВ
img-group.ru/Partners.htmlВ
bossonlighting.com/e_feedback/?page=1178В
bensbookmarks.com/author/bensbookmarks/page/2В
http://eterna.in.ua
I was able to find good information from your blog articles.
moscowgadget.ru/apple-iphone/2539/apple-iphone-se-64gb-rose-gold-a1662.htmВ
http://www.kaktusy.cz/eshop/index.php?links_exchange=yes&page=41&show_all=yesВ
originalparts.ru/linkexchange/page68/?le_categoryID=0В
ant-france.eu/index.php/2016/08/06/communique-de-presse-du-6-aout-2016/В
stroimnsk.ru/wooden/proekt-derevyannogo-doma-iz-profilirovannogo-brusa-skazka-100/В
http://atelierdesdelices.com.ua
В нашем мире, где аттестат – это начало удачной карьеры в любой отрасли, многие пытаются найти максимально быстрый и простой путь получения качественного образования. Важность наличия официального документа об образовании сложно переоценить. Ведь диплом открывает дверь перед людьми, стремящимися начать профессиональную деятельность или продолжить обучение в университете.
Мы предлагаем максимально быстро получить любой необходимый документ. Вы можете купить аттестат, и это будет выгодным решением для всех, кто не смог завершить образование, утратил документ или желает исправить плохие оценки. Все аттестаты изготавливаются аккуратно, с максимальным вниманием ко всем нюансам. В результате вы получите полностью оригинальный документ.
Плюсы такого подхода заключаются не только в том, что вы быстро получите аттестат. Весь процесс организован удобно, с нашей поддержкой. От выбора необходимого образца документа до консультаций по заполнению персональной информации и доставки по России — все находится под абсолютным контролем качественных мастеров.
Всем, кто пытается найти быстрый способ получить требуемый документ, наша компания предлагает отличное решение. Заказать аттестат – значит избежать длительного обучения и сразу перейти к достижению личных целей: к поступлению в университет или к началу удачной карьеры.
https://dom-postroj.ru/vacansii
I am really loving the theme/design of your weblog. Do you ever run into any web browser compatibility issues? A handful of my blog visitors have complained about my website not working correctly in Explorer but looks great in Opera. Do you have any recommendations to help fix this issue?
Hi there very cool blog!! Guy .. Beautiful .. Superb .. I’ll bookmark your blog and take the feeds also? I am happy to find so many useful info here within the submit, we need develop extra techniques on this regard, thank you for sharing. . . . . .
allukrnews.ru/put-k-professionalnomu-priznaniyu-pokupka-diploma-kak-reshenie/В
188.17.148.172/forum/profile.php?action=show&member=7512В
newsbeautiful.ru/page/10/В
himchistka.udm.ru/forum?%2Fforum=&%2Fforum%2F=&GuestbookItem_page=11В
http://www.zoofc.org/blog/nakuru-county-sets-it-s-sight-on-getting-back-in-t/30В
Hi! Would you mind if I share your blog with my facebook group? There’s a lot of people that I think would really appreciate your content. Please let me know. Cheers
http://kvartal8b.getbb.ru/viewtopic.php?f=18&t=20790
you are in reality a excellent webmaster. The web site loading velocity is incredible. It kind of feels that you are doing any distinctive trick. Furthermore, The contents are masterpiece. you have done a great activity on this topic!
mdoucrr-ds28.ru/kalendar-meropriyatijВ
mutinyhockey.com/memberlist.php?mode=joined&order=ASC&start=336850%C3%82%C2%A0В
student-news.ru/page/2В
myweektour.ru/page/4/В
http://www.bfauk.com/bfa_cms/userВ
naturally like your web-site but you have to check the spelling on several of your posts. Many of them are rife with spelling problems and I find it very bothersome to tell the truth nevertheless I will certainly come back again.
Hey! I’m at work surfing around your blog from my new iphone! Just wanted to say I love reading your blog and look forward to all your posts! Carry on the fantastic work!
arusak-attestats24
Can you tell us more about this? I’d like to find out some additional information.
В современном мире, где аттестат – это начало успешной карьеры в любом направлении, многие ищут максимально простой путь получения качественного образования. Наличие официального документа трудно переоценить. Ведь именно он открывает дверь перед людьми, желающими вступить в профессиональное сообщество или продолжить обучение в университете.
В данном контексте наша компания предлагает быстро получить любой необходимый документ. Вы имеете возможность приобрести аттестат старого или нового образца, и это является выгодным решением для всех, кто не смог завершить образование, потерял документ или желает исправить плохие оценки. Аттестат изготавливается аккуратно, с особым вниманием к мельчайшим элементам, чтобы в результате получился полностью оригинальный документ.
Превосходство данного подхода состоит не только в том, что вы сможете быстро получить аттестат. Весь процесс организовывается комфортно и легко, с профессиональной поддержкой. Начиная от выбора нужного образца до грамотного заполнения персональной информации и доставки по стране — все находится под абсолютным контролем наших специалистов.
Всем, кто пытается найти максимально быстрый способ получить требуемый документ, наша компания предлагает выгодное решение. Заказать аттестат – значит избежать долгого процесса обучения и сразу переходить к достижению собственных целей, будь то поступление в ВУЗ или старт карьеры.
http://next.feb-web.ru/links/
FitSpresso: An Outline FitSpresso is a weight management formula made using five herbal ingredients.
What is Sugar Defender 24? Jeffrey Mitchell made the Sugar Defender 24. It is a product (Sugar Defender Diabetes) that helps your blood sugar health.
Unquestionably believe that which you stated. Your favorite justification appeared to be on the internet the simplest thing to be aware of. I say to you, I definitely get annoyed while people consider worries that they just don’t know about. You managed to hit the nail upon the top and also defined out the whole thing without having side-effects , people could take a signal. Will probably be back to get more. Thanks
В нашем обществе, где аттестат – это начало удачной карьеры в любом направлении, многие стараются найти максимально простой путь получения образования. Наличие официального документа об образовании переоценить просто невозможно. Ведь диплом открывает дверь перед всеми, кто стремится вступить в профессиональное сообщество или продолжить обучение в университете.
В данном контексте мы предлагаем оперативно получить этот важный документ. Вы имеете возможность купить аттестат нового или старого образца, и это становится выгодным решением для всех, кто не смог закончить обучение или потерял документ. Аттестат изготавливается аккуратно, с максимальным вниманием к мельчайшим нюансам, чтобы на выходе получился продукт, 100% соответствующий оригиналу.
Преимущества такого подхода состоят не только в том, что вы максимально быстро получите свой аттестат. Весь процесс организовывается комфортно, с нашей поддержкой. От выбора требуемого образца до грамотного заполнения персональной информации и доставки по России — все под полным контролем квалифицированных специалистов.
Всем, кто хочет найти быстрый способ получения требуемого документа, наша компания готова предложить отличное решение. Купить аттестат – значит избежать длительного процесса обучения и не теряя времени перейти к достижению своих целей: к поступлению в университет или к началу трудовой карьеры.
https://advesti.ru/glossary/desk/1383
Awesome! Its genuinely awesome paragraph, I have got much clear idea regarding from this article.
musey-uglich.ru
https://seoforecasto.blognody.com/26952313/Примеры-работ-студии-xrumer-art
https://seogoalify.wikitelevisions.com/6332563/Примеры_работ_студии_xrumer_art
В современном мире, где диплом становится началом успешной карьеры в любой сфере, многие ищут максимально простой путь получения образования. Наличие официального документа об образовании переоценить невозможно. Ведь диплом открывает двери перед людьми, стремящимися начать трудовую деятельность или учиться в ВУЗе.
В данном контексте наша компания предлагает быстро получить этот важный документ. Вы имеете возможность купить диплом, и это будет отличным решением для всех, кто не смог завершить образование или утратил документ. Любой диплом изготавливается с особой тщательностью, вниманием к мельчайшим нюансам, чтобы в итоге получился документ, полностью соответствующий оригиналу.
Преимущества данного подхода состоят не только в том, что можно максимально быстро получить свой диплом. Процесс организовывается комфортно, с нашей поддержкой. От выбора необходимого образца документа до правильного заполнения личной информации и доставки в любой регион России — все под полным контролем наших специалистов.
Таким образом, для тех, кто пытается найти быстрый и простой способ получить необходимый документ, наша компания предлагает отличное решение. Заказать диплом – это значит избежать долгого процесса обучения и не теряя времени перейти к личным целям: к поступлению в университет или к началу успешной карьеры.
http://www.seoyour.ru
В нашем обществе, где диплом – это начало успешной карьеры в любом направлении, многие стараются найти максимально простой путь получения образования. Наличие официального документа об образовании сложно переоценить. Ведь именно диплом открывает дверь перед любым человеком, желающим вступить в сообщество профессионалов или продолжить обучение в университете.
В данном контексте наша компания предлагает очень быстро получить любой необходимый документ. Вы сможете купить диплом, что будет удачным решением для всех, кто не смог завершить обучение, утратил документ или хочет исправить свои оценки. диплом изготавливается с особой тщательностью, вниманием к мельчайшим нюансам. В результате вы получите полностью оригинальный документ.
Плюсы этого решения заключаются не только в том, что можно оперативно получить диплом. Весь процесс организован комфортно, с нашей поддержкой. Начиная от выбора нужного образца диплома до грамотного заполнения личных данных и доставки по России — все будет находиться под полным контролем квалифицированных мастеров.
Всем, кто хочет найти быстрый и простой способ получения требуемого документа, наша компания готова предложить выгодное решение. Приобрести диплом – значит избежать длительного процесса обучения и не теряя времени переходить к достижению личных целей: к поступлению в университет или к началу успешной карьеры.
seoyour.ru
Real clean web site, thanks for this post.
Thank you for every other excellent article. The place else may just anybody get that type of info in such an ideal approach of writing? I’ve a presentation next week, and I am at the look for such information.
I like this blog very much so much fantastic info .
купить диплом в астрахани diplomvash.ru .
Первый партнер охраны труда
Аутсорсинг охраны труда – экспертный центр по аудиту и подготовке специалистов в области охраны труда и пожарной безопасности. Наша компания предоставляет широкий спектр услуг по обеспечению безопасности производственных процессов для индивидуальных предпринимателей и организаций различных секторов промышленности в Москве, Московской области и других регионах России.
Соблюдение правил безопасности труда – законодательное требование, за нарушение которого на организацию может быть наложен штраф или приостановлена деятельность предприятия на срок до 90 суток.
Мы помогаем решать вопросы обеспечения безопасности и организации труда на предприятии, разрабатываем и актуализируем документы по охране труда, проводим комплексное обследование охраны труда на соответствие государственным нормативным требованиям. Проводим обучение сотрудников по охране труда и пожарной безопасности, проверяем СУОТ и оцениваем профессиональные риски.
Very interesting information!Perfect just what I was searching for!
Виктория Набойченко сделала для нашего канала заявление,
Новости Бествей
касающееся своего бывшего супруга – главного свидетеля обвинения по так называемому уголовному делу “Лайф-из-Гуд”-“Гермес”-“Бест Вей”
When I originally commented I clicked the -Notify me when new comments are added- checkbox and now each time a comment is added I get four emails with the same comment. Is there any way you can remove me from that service? Thanks!
Excellent post. Keep writing such kind of info on your page. Im really impressed by it.
Hi there, You’ve done an excellent job. I will definitely digg it and individually suggest to my friends. I’m sure they will be benefited from this web site.
lgg3-dongiantaodangcap.com.vn/sam-sung/
avtorasklad.ru/index.php?did=33&le_categoryID=0&page=67&show_all=yes
gamemotors.ru/page/11
ahfc.org/beach-soccer/switzerland/
alter-energo.ru/topic2861.html?view=previous
https://Dr-nona.ru – Dr. Nona
I like this blog so much, bookmarked.
Some really interesting details you have written.Aided me a lot, just what I was searching for : D.
whoah this blog is magnificent i like reading your posts. Stay up the great work! You realize, many people are looking around for this information, you could help them greatly.
astoriamattress.com/information-blogger?blogger_id=2
epicit.ru/page/14
americanautotitleloan.com/lake-wylie-sc-title-loans
http://www.agrimark.org/kinh-nghiem-cat-canh-cay-ca-phe/
centimetroquadro.it/progetti.php?id=7&cat=1
Hi there colleagues, how is all, and what you desire to say about this article, in my view its genuinely awesome in support of me.
forexsnews.ru/page/3
86hm.ru/forum/flame/?topic_id=24930
http://www.mebelnyvkus.ru/kuhnja/kuxonnye-stulya/stul-ccpe-m.html
clickandconnectclubs.com/index.php?do=/public/blog/view/id_119636/title_-2024/
myworldavto.ru/page/8
I love your blog.. very nice colors & theme. Did you create this website yourself? Plz reply back as I’m looking to create my own blog and would like to know wheere u got this from. thanks
Thank you for the sensible critique. Me & my neighbor were just preparing to do some research on this. We got a grab a book from our local library but I think I learned more clear from this post. I’m very glad to see such great information being shared freely out there.
great post, very informative. I wonder why the other specialists of this sector do not notice this. You must continue your writing. I’m sure, you have a great readers’ base already!
Loving the information on this website , you have done outstanding job on the blog posts.
https://dr-Nona.ru/ – dr nona
Absolutely composed subject material, thankyou for entropy.
“Дело “Лайф-из-Гуд” — “Гермес” — “Бест Вей”: свидетель обвинения объявила себя потерпевшей от следствия
Сергей Крючек
6 и 13 июня Приморский районный суд города Санкт-Петербурга, рассматривающий по существу уголовное дело № 1-504/24, связываемое с компаниями “Лайф-из-Гуд”, “Гермес” и кооперативом “Бест Вей”, провел очередные, шестое и седьмое по счету, заседания, посвященные допросу свидетелей обвинения и лиц, признанных следствием потерпевшими в рамках судебного следствия по делу
“К кооперативу претензий не было, следователь предложил подать заявление”
Признанный следствием потерпевший Болян подсудимых не знает. Был клиентом “Гермеса”, а также пайщиком кооператива — но до 2019 года. В 2019-м он вышел из кооператива и из “Гермеса”, ему были возвращены паевые взносы, и никаких претензий к кооперативу у него не было — что он письменно подтвердил, расторгая договоры с этими организациями.
Однако, как Болян отметил на суде, следователь убедил его в том, что он — потерпевший и должен подать заявление на возврат членских взносов. Заявление в МВД писать не хотел, на него вышли сотрудники, сначала претензий к кооперативу не было. Полиция ему объяснила, что можно получить деньги.
Стал клиентом “Гермеса” и пайщиком кооператива через своего консультанта Алексея Виноградова. Виноградов — грамотный маркетолог, он ему верил, тот не работал в кооперативе. Что было предметом договора в “Гермесе”, не помнит. В “Гермес” внес 100 и 700 евро, а в кооператив каждый месяц вносил по 12 тыс. в течение семи месяцев.
Вышел и из кооператива, и из “Гермеса” в 2019 году. Зачем вступал? “Наверное, квартиру купить хотел”. Кооператив вернул ему 70 тыс. паевых взносов, “Гермес” вернул со счета “Виста” 140 тыс. рублей.
В кооперативе деньги вернули почти сразу, удержав вступительный и членские взносы; в “Гермесе” вернули позже через “внутрянку”, но удержали комиссию.
Утверждает, что ему говорили, что можно со счета “Виста” вносить деньги в кооператив. Объясняли, что деньги передаются в доверительное управление трейдерам и брокерам, которые играют на бирже. В кооперативе, как он утверждает, можно было купить место в очереди. По его словам, “Гермес” и кооператив — по сути, одна организация. Требует взыскать с кооператива более 148 тыс. рублей — вступительный и членские взносы, и более 60 тыс. рублей с “Гермеса” — комиссию при выводе средств.
Договор с кооперативом не читал, но ему объяснили, что есть невозвратная часть денег — ее и не вернули, “но хочу попытаться вернуть”. Претензий к кооперативу “как бы и нет, но если вернут взносы, то будет хорошо”.
К Виноградову претензий не предъявлял. “Может, меня и не обманули в кооперативе”, -резюмировал свое выступление в суде Болян.
“Требую выплатить с учетом роста цен на недвижимость”
Признанная следствием потерпевшей Комова была как клиентом “Гермеса”, так и пайщиком кооператива. Подсудимых не знает. Требует более 8800 тыс. с кооператива и более 2700 тыс. с “Гермеса”. При этом из кооператива она не вышла и заявление о выходе не подавала. Сумма требований к кооперативу включает как паевые и членские взносы, так и оценку роста цен на недвижимость, которая не была приобретена.
Утверждает, что можно переводить деньги со счета “Виста” напрямую в кооператив — в подтверждение приводит скрины переписки с консультантами в смартфоне. Суд разъясняет, что доказательство может быть приобщено позднее при надлежащем оформлении.
“Информацию воспринял скептически, но вступил”
Признанный следствием потерпевшим Киреев был только клиентом “Гермеса”. Подсудимых не знает лично — Измайлова видел в видеоролике “Лайф-из-Гуд”. Узнал о “Гермесе” от консультантов Татьяны и Андрея Клейменовых, с которыми знаком с конца 1990-х годов. Вступил в “Гермес” в 2020 году, деньги сразу отобразились на счете. Вносил средства на счет “Виста” небольшими частями, снимал средства со счета для личных нужд. Заявляет требования на более чем 2 млн 300 тыс. рублей.
Когда подписывал договор, в офисе была табличка кооператива, но в офисе находился представитель фирмы “Гермес”, ему сказали, что это два продукта компании “Лайф-из-Гуд”.
В 2022 году начались проблемы с выводом средств. И руководство фирмы пугало блокировкой счета в случае подачи заявления в правоохранительные органы. В хейтерском чате узнал телефон следователя Сапетовой, позвонил и подал заявление.
В чате клиентов компании “Гермес” была информация о том, что счет будет заблокирован в случае подачи заявления в правоохранительные органы. Эта информация была за подписью “администрация”. Он спросил у консультантов: “Кто это — администрация?”, написал вопрос в чате, и его забанили. Других попыток вступать в диалог с “Гермесом” не предпринимал.
Признанный следствием потерпевшим Чернышенко был также только клиентом только компании “Гермес”. Подсудимых не знает. Познакомился с консультантами “Гермеса” во время совместной работы в “Макдоналдсе”. Информацию о “Гермесе” воспринял скептически — “это какой-то обман”, но консультанты его в конце концов уговорили. Они поставили условие, что продадут ему земельный участок, чтобы он вступил в “Гермес”.
“Я хотел их обмануть, — пояснил свидетель, — думал: пусть они продадут, а я в “Гермес” не вступлю. Но они начали уговаривать, и я вступил в апреле 2020 года. Один из консультантов дал расписку на внесение денег на счет в “Гермесе”, я внес через него 230 тыс. И еще раз из жадности 140 тыс. 140 тыс. я вывел, плюс каждый месяц выводил по 5000–7000 руб. С какого-то момента проценты стали падать. В конце я захотел выйти — но не успел. У меня в “Гермесе” осталось 270 тыс., которые я требую вернуть”.
В январе 2023 года Чернышенко подал заявление в полицию, так как прекратился доступ к счету. “Мне предложили 70 тыс. вернуть, чтобы я не ходил в полицию, ссылаясь на то, что помогли мне продать участок за меньшую сумму по документам, чем я его продал на самом деле, но я отказался, сказал, что мне надо 270 тыс.”.
“Я хочу стать потерпевшей. Но Василенко многие благодарны за квартиры”
Свидетель обвинения Галашенкова была только клиентом “Гермеса”. Из подсудимых знает Виктора Ивановича Василенко. Она сидела в зале при допросе двух потерпевших (что запрещено), но заявила, что плохо слышит. Ранее была знакома с Верой Исаевой из компании “Лайф-из-Гуд”.
Вера узнала, что у нее есть офис, и познакомила с Романом Василенко, который снял у нее офис, когда “Лайф-из-Гуд” только начинала раскручиваться. Он снимал офис только за коммунальные платежи. “Я попросила расплатиться за четыре месяца, а он предложил мне вместо денег вступить в “Бест Вей”, но я отказалась, так как квартира не была нужна”. Зато стала клиентом “Гермеса”: “Внесла 15 тыс. евро, но через три месяца на счете оказалось 3400 евро!” Исаева, по словам Галашенковой, оказалась мошенницей.
По словам Галашенковой, она внесла на счет “Виста” более 3 млн рублей. “Когда сказали, что все счета заблокировали, то собрали с нас еще денег, чтобы счета разблокировать, потом пришло сообщение, что открывается новая фирма, но это все оказалось обманом — счета не разблокированы”.
“Я не считала себя потерпевшей, так как не знала, что это можно сделать, — заявила Галашенкова. — Сейчас желаю заявить, что я хочу стать потерпевшей. Считаю, что должна взыскать с “Гермеса” как прямой ущерб, так и упущенную выгоду, так как эта фирма закрылась”.
При этом заявила, что “Василенко молодец, потому что я видела людей, которые купили квартиры, они были ему очень благодарны”.
The world’s most liveable cities for 2024
жесткое групповое порно
It’s considered among the most beautiful cities in the world to visit, and it seems that Vienna may also be an unbeatable place to live.
The Austrian city has been crowned the most liveable city in the world yet again in the annual list from the Economist Intelligence Unit (EIU), which was released today.
The EIU, a sister organization to The Economist, ranked 173 cities across the globe on a number of significant factors, including health care, culture and environment, stability, infrastructure and education.
Vienna topped the list for the third consecutive year, receiving “perfect” scores in four out of five of the categories — the city was marked lower for culture and environment due to an apparent lack of significant sporting events.
Just behind the Austrian capital, Denmark’s Copenhagen retained its second place position, while Switzerland’s Zurich moved up from sixth place to third on the list.
Australia’s Melbourne fell from third to fourth place, while Canadian city Calgary tied for fifth place with Swiss city Geneva.
Canada’s Vancouver and Australia’s Sydney were in joint seventh place, and Japan’s Osaka and New Zealand’s Auckland rounded out the top 10 in joint ninth place.
The world’s most liveable cities for 2024
пидар
It’s considered among the most beautiful cities in the world to visit, and it seems that Vienna may also be an unbeatable place to live.
The Austrian city has been crowned the most liveable city in the world yet again in the annual list from the Economist Intelligence Unit (EIU), which was released today.
The EIU, a sister organization to The Economist, ranked 173 cities across the globe on a number of significant factors, including health care, culture and environment, stability, infrastructure and education.
Vienna topped the list for the third consecutive year, receiving “perfect” scores in four out of five of the categories — the city was marked lower for culture and environment due to an apparent lack of significant sporting events.
Just behind the Austrian capital, Denmark’s Copenhagen retained its second place position, while Switzerland’s Zurich moved up from sixth place to third on the list.
Australia’s Melbourne fell from third to fourth place, while Canadian city Calgary tied for fifth place with Swiss city Geneva.
Canada’s Vancouver and Australia’s Sydney were in joint seventh place, and Japan’s Osaka and New Zealand’s Auckland rounded out the top 10 in joint ninth place.
Следственная группа по делу «Бест Вей»: следователи или оборотни в погонах?
Лайф-из-Гуд
Следственная группа по делу кооператива «Бест Вей» во главе со следователями ГСУ ГУ МВД по Санкт-Петербургу и Ленобласти майором юстиции Екатериной Сапетовой и подполковником юстиции Константином Иудичевым играет собственную партию либо для того, чтобы выслужиться перед непосредственным начальством, либо из-за прямой заинтересованности в уничтожении кооператива со стороны конкурентов и/или банков.
Следствие по делу кооператива «Бест Вей» вступило в активную фазу ровно год назад. За это время арестованы четверо технических сотрудников, и уже год они томятся в СИЗО, пятеро граждан объявлены в розыск.
Офис кооператива буквально разгромлен двумя обысками, документация изъята, и следствие запрещает ее копировать, счета и недвижимость арестованы. Под арестом — активы на более чем 15 млрд рублей, хотя ущерб для так называемых потерпевших, пул которых следователи год собирали под разными предлогами, не превышает 115 млн рублей. Это спустя почти полтора года с момента возбуждения уголовного дела, не считая периода длительного проведения оперативно-разыскных мероприятий. Гора родила мышь.
При этом значительная часть этих потерпевших, например, бывшие пайщики, которые внесли невозвратный вступительный взнос, но затем не смогли копить на квартиру и сами вышли из кооператива, а теперь по наущению следствия подали заявление о том, что кооператив им не вернул то, что и не должен был вернуть. Потерпевших 100 с лишним человек, притом что в кооперативе — более 19 тыс. пайщиков, то есть капля в море, да и эти 100 не имеют юридически обоснованных претензий к кооперативу. Среди представленных следствием потерпевших есть и конкуренты — бывшие пайщики, которые еще несколько лет назад вышли из «Бест Вей» и создали «альтернативный» кооператив «Вера».
Следователи обосновывают арест счетов тем, что «деньги могут украсть», хотя они же сами как минимум участвуют во вполне криминальном использовании чужих денег, уже год не давая пайщикам ни приобрести квартиру за счет средств, которые они скопили на счете в кооперативе, ни забрать деньги, при этом предоставляя возможность банкам. Следователи уже год дают возможность банкам пользоваться счетами почти на 4 млрд рублей, притом постоянно пополняющимися, так как большинство пайщиков продолжает вносить паевые и членские взносы.
Парадокс в том, что новая история обиженных дольщиков (в данном случае пайщиков) всероссийского масштаба возникла не из-за того, что у организации не оказалось средств для выполнения обязательств, а из-за того, что следственная группа лишила ее возможности пользования средствами и прямо блокирует выполнение обязательств перед пайщиками.
Адвокатам кооператива несколько раз удавалось добиться снятия арестов с активов кооператива, однако следователи и банки просто игнорируют решения судов. Потом, пользуясь высоким статусом следователей главка, заходят с новым ходатайством об аресте через кабинет судьи и без участия представителей кооператива, и активы снова арестовываются — до следующей успешной апелляции адвокатов, после которой в дело вступают банки, по договоренности со следствием блокирующие счета в рамках процедур комплаенс, игнорируя решения судов.
Должностное преступление
Действия следственной группы не могут квалифицироваться иначе, как должностное преступление, так как в них прослеживается заинтересованность в уничтожении кооператива. Фактически они сами организуют преступление, которое якобы расследуют, целенаправленно разрушают кооператив, а не спасают пайщиков, не нуждающихся в их спасении и 15 февраля проводящих всероссийскую акцию в защиту своего кооператива от следственной группы.
Адвокаты подавали в Следственный комитет заявление о преступлении, но оно было положено под сукно.
К службе не годны
Отдельная тема — вопиющая профнепригодность следственной группы. Иудичев в своих ответах на запросы ничтоже сумняшеся пишет, что Центральный банк признал кооператив финансовой пирамидой, хотя ЦБ, во-первых, не суд, чтобы делать такие «признания», во-вторых, такого признания просто не было: утверждение не соответствует действительности.
ЦБ внес кооператив в так называемый предупредительный список, являющийся инструментом информирования потребителей финансовых услуг об организациях, работа с которыми чревата для граждан рисками, и решение о включении в этот список состоялось после возбуждения уголовного дела, скорее всего, как раз на основе информации о его возбуждении.
Любимая тема следственной группы — якобы незаконность переименования кооператива из жилищного в потребительский: они не могут даже прочитать Жилищный кодекс, где черным по белому написано, что жилищный кооператив — один из видов жилищного. И подобных примеров некомпетентности и выдумок в деятельности следователей масса.
В итоге мы имеем шитое белыми нитками дело, наносящее колоссальный ущерб тысячам пайщиков кооператива, среди которых преобладают малообеспеченные люди.
Возникают вопросы: не пора ли министру Колокольцеву разобраться со своими сотрудниками, не пора ли главе Следкома Бастрыкину обратить внимание на должностные преступления в «соседнем» ведомстве?
I like what you guys are up also. Such intelligent work and reporting! Carry on the superb works guys I’ve incorporated you guys to my blogroll. I think it’ll improve the value of my web site :).
I intended to compose you the little remark to help say thanks a lot again relating to the pretty strategies you’ve discussed on this page. It was simply extremely generous of you to offer without restraint precisely what a few individuals might have supplied for an e book to generate some bucks for their own end, even more so now that you might have tried it if you wanted. Those tactics likewise acted to be a fantastic way to understand that other people have similar passion like my personal own to realize great deal more with respect to this matter. Certainly there are many more pleasant occasions ahead for those who looked over your website.
KMSpico: What is it?
kmspico скачать торрент
Operating systems and Office suites are among the primary Microsoft software items that still need to be paid for. Some consumers may find alternate activation methods due to the perceived expensive cost of these items. There may be restrictions, unforeseen interruptions, and persistent activation prompts if these items are installed without being properly activated.
Our KMSpico app was created as a solution to this issue. By using this program, customers may access all of the functionality of Microsoft products and simplify the activation procedure.
KMSPico is a universal activator designed to optimize the process of generating and registering license codes for Windows and Office. Functionally, it is similar to key generators, but with the additional possibility of automatic integration of codes directly into the system. It is worth paying attention to the versatility of the tool, which distinguishes it from similar activators.
The above discussion primarily focused on the core KMS activator, the Pico app. Understanding what the program is, we can briefly mention KMSAuto, a tool with a simpler interface.
By using the KMSPico tool, you can setup Windows&Office for lifetime activation. This is an essential tool for anybody looking to reveal improved features and go beyond limitations. Although it is possible to buy a Windows or Office key.
KMSPico 11 (last update 2024) allows you to activate Windows 11/10/8 (8.1)/7 and Office 2021/2019/2016/2013/2010 for FREE.
KMSpico Download | Official KMS Website New July 2024
office toolkit
Are you looking for the best tool to activate your Windows & Office? Then you should download and install KMSpico, as it is one of the best tools everyone should have. In this article, I will tell you everything about this fantastic tool, even though I will also tell you if this is safe to use.
In this case, don’t forget to read this article until the end, so you don’t miss any critical information. This guide is for both beginners and experts as I came up with some of the rumours spreading throughout the internet.
Perhaps before we move towards downloading or installing a section, we must first understand this tool. You should check out the guide below on this tool and how it works; if you already know about it, you can move to another section.
What is KMSPico?
KMPico is a tool that is used to activate or get a license for Microsft Windows as well as for MS Office. It was developed by one of the most famous developers named, Team Daz. However, it is entirely free to use. There is no need to purchase it or spend money downloading it. This works on the principle of Microsft’s feature named Key Management Server, a.k.a KMS (KMSPico named derived from it).
The feature is used for vast companies with many machines in their place. In this way, it is hard to buy a Windows License for each device,, which is why KMS introduced. Now a company has to buy a KMS server for them and use it when they can get a license for all their machines.
However, this tool also works on it, and similarly, it creates a server on your machine and makes it look like a part of that server. One thing different is that this tool only keeps the product activated for 180 days. This is why it keeps running on your machine, renews the license keys after 180 days, and makes it a permanent activation.
KMSAuto Net
Microsoft Toolkit
Windows Loader
Windows 10 Activator
Features
We already know what this tool means, so let’s talk about some of the features you are getting along with KMSPico. Reading this will surely help you understand whether you are downloading the correct file.
Ok, so here are some of the features that KMSPico provides:
Activate Windows & Office
We have already talked about this earlier, as using this tool, you will get the installation key for both Microsoft Products. Whether it is Windows or Office, you can get a license in no time; however, this supports various versions.
Supports Multi-Arch
Since this supports both products, it doesn’t mean you have to download separate versions for each arch. One version is enough, and you can get the license for both x32-bit or even the x64-bit.
It Is Free To Use
Undoubtedly, everything developed by Team Daz costs nothing to us. Similarly, using this tool won’t cost you either, as it is entirely free. Other than this, it doesn’t come with any ads, so using it won’t be any trouble.
Permanent License
Due to the KMS server, this tool installs on our PC, we will get the license key for the rest of our lives. This is because the license automatically renews after a few days. To keep it permanent, you must connect your machine to the internet once 180 days.
Virus Free
Now comes the main feature of this tool that makes it famous among others. KMSPico is 100% pure and clean from such viruses or trojans. The Virus Total scans it before uploading to ensure it doesn’t harm our visitors.
Студия Подкастов в Москве, Запись подкастов в Москве.
http://video-podcast.ru/
В чёрный список пирамид и лохотронов 31 августа 2022 года внесены следующие организации, обладающие признаками финансовой пирамиды или признаками мошенничества.
порно жесткий анал
Etihad Rail (etihadrail-ae.com)
Club Unite To Live, Life Is Good, Unite To Live (uniteto.live). Новый домен пирамиды находящегося в розыске Романа Василенко.
TopBoom, «платформа хедж-фонда, специализирующегося на сделках с обратным исходом спортивного события» (topboom.vip, t.me/TopBoom001)
Change Team, мошенники указывают реквизиты чужого юрлица ООО «АТТИС ГРУПП» (ОРГН 1207700314128, ИНН 9702022065), телеграм-канал «Change Team: Главный Канал» (change-team.ru). Фальшивый обменник раньше назывался C Exchange.
Ещё лохотроны:
Scam! Чёрный список пирамид и лохотронов и отзывы
В чёрный список пирамид и лохотронов включены организации, имеющие признаки финансовой пирамиды по классификации Центрального банка; организации, обладающие признаками матричной пирамиды (массовый привод друзей, «столы»); сборы денег с пенсионеров и прочих незащищённых слоёв населения; хайпы; организации, имеющие негативные отзывы; структуры, оказывающие финансовые услуги без лицензии и прочие лохотроны за исключением псевдоброкеров, кооперативов (с ними тоже не рекомендуем связываться) и некоторых других категорий.
В чёрный список пирамид и лохотронов 31 августа 2022 года внесены следующие организации, обладающие признаками финансовой пирамиды или признаками мошенничества.
гей порно член
Etihad Rail (etihadrail-ae.com)
Club Unite To Live, Life Is Good, Unite To Live (uniteto.live). Новый домен пирамиды находящегося в розыске Романа Василенко.
TopBoom, «платформа хедж-фонда, специализирующегося на сделках с обратным исходом спортивного события» (topboom.vip, t.me/TopBoom001)
Change Team, мошенники указывают реквизиты чужого юрлица ООО «АТТИС ГРУПП» (ОРГН 1207700314128, ИНН 9702022065), телеграм-канал «Change Team: Главный Канал» (change-team.ru). Фальшивый обменник раньше назывался C Exchange.
Ещё лохотроны:
Scam! Чёрный список пирамид и лохотронов и отзывы
В чёрный список пирамид и лохотронов включены организации, имеющие признаки финансовой пирамиды по классификации Центрального банка; организации, обладающие признаками матричной пирамиды (массовый привод друзей, «столы»); сборы денег с пенсионеров и прочих незащищённых слоёв населения; хайпы; организации, имеющие негативные отзывы; структуры, оказывающие финансовые услуги без лицензии и прочие лохотроны за исключением псевдоброкеров, кооперативов (с ними тоже не рекомендуем связываться) и некоторых других категорий.
Диплом о высшем образовании – доступная мечта куплю диплом вуза бывший
Thank you for another great post. Where else could anyone get that kind of info in such a perfect way of writing? I have a presentation next week, and I am on the look for such information.
Những cách tiếp cận mới mẻ của bạn thật đáng nể phục và đầy cảm hứng.
That is the right blog for anyone who desires to search out out about this topic. You notice so much its virtually onerous to argue with you (not that I truly would want…HaHa). You undoubtedly put a brand new spin on a subject thats been written about for years. Nice stuff, just nice!
Звон Колокольцева
Гермес
Поздравляем вас, гражданин министр, соврамши!
Выступая прошлой осенью в Совете Федерации, министр внутренних дел Владимир Колокольцев рассказывал, о так называемом уголовном деле «Лайф-из-Гуд» – «Гермес» – «Бест Вей», обещал миллиарды рублей ущерба и десятки тысяч потерпевших. Пресс-служба МВД под руководством его боевой подруги Ирины Волк заявила о том, что вскрыта деятельность крупнейшей в истории России финансовой пирамиды.
Однако в уголовном деле, расследованном или, вернее сказать, изготовленном ГСУ питерского главка МВД, которое в феврале начал рассматривать Приморский районный суд Санкт-Петербурга, 282 млн рублей ущерба и 221 лицо, признанное следствием потерпевшим: никаких миллиардов и десятков тысяч потерпевших.
Министр и его Волк публично солгали – на основе информации, переданной замначальника ГСУ руководителем следственной группы полковником юстиции А.Н. Винокуровым, фактически даже руководившей СГ его заместительницей майором, а затем подполковником юстиции Е.А. Сапетовой по материалам, состряпанным опером УЭБиПК питерского главка МВД майором полиции А.Ю. Машевским, при попустительстве (или соучастии?) начальника ГСУ Негрозова и замначальника Следственного департамента федерального министерства Вохмянина. Полковник и подполковник с примерно пятого-шестого уровня иерархии МВД виляет генералом полиции Российской Федерации, постоянным членом Совета безопасности России – это позор для государства.
Так называемые потерпевшие и реально пострадавшие
Большинство «потерпевших» на суде заявляют суммы около 1–2 млн рублей, при этом в ходе судебного следствия выясняется, что они, как правило, получали немалый доход, причем, они еще и налоговые/валютные преступники, так как этот доход не декларировали. Среди «потерпевших» есть граждане, заявляющие смехотворные суммы в 50–70 тыс., то есть количество потерпевших специально накручивалось следствием. И даже с этим накручиванием удалось набрать так мало – учитывая, что у «Гермеса», по данным самого же следствия, более 200 тыс. клиентов в России, а в кооперативе «Бест Вей» – около 20 тыс. пайщиков.
То есть большинство и клиентов «Гермеса», и пайщиков кооператива не считают себя потерпевшими от деятельности этих организаций.
Судя по тысячам обращений во все инстанции, нескольким волнам митингов, прокатившихся по России, они считают себя потерпевшими от деятельности органов внутренних дел.
Ведь именно завербованный питерским УЭБиПК сисадмин российской платежной системы «Гермеса» Набойченко заблокирован и разгромил в феврале 2022 года эту платежную систему, повесив на сайте дисклеймер: «Обращайтесь в правоохранительные органы», что на месяцы прекратило вывод средств. Именно действия правоохранительных органов в отношении компании до и после затруднили вывод средств. Дело в том, что для вывода средств многими использовался механизм p2p, позволяющий не платить комиссию, то есть для вывода средств нужно, чтобы кто-то вносил средства (что, понятно, резко сократилось из-за уголовного дела) и происходил обмен. Однако этот способ не единственный, вывод средств так или иначе осуществляется.
Тысячи пайщиков кооператива тем более не считают себя потерпевшими от его деятельности – потому что именно правоохранительные органы воспрепятствовали приобретению недвижимости с помощью кооператива, а она из-за более чем двухлетнего ареста его счетов, на которых около 4 млрд рублей, не может быть приобретена по прежней цене.
Именно правоохранительные органы прямо запрещают выплаты пайщикам кооператива, решившим забрать свой пай, – даже по исполнительным листам судов. И клиентам «Гермеса», и пайщикам кооператива правоохранительными органами нанесен колоссальный ущерб – и материальный, и моральный, который они намерены взыскать с государства.
«Следователи»-преступники должны сидеть в тюрьме
Весьма скромный результат следствия МВД был достигнут откровенно преступным путем.
1. Некоторые из преступлений следствия были фактически признаны судами. 1 декабря прошлого года Приморский районный суд города Санкт-Петербурга признал незаконным, нарушающим УПК фактический отказ кооперативу в ознакомлении с материалами уголовного дела.При рассмотрении дела в суде выяснилось, что следственная группа ГСУ питерского главка МВД, формально руководимая замначальника ГСУ полковником юстиции А.Н. Винокуровым, а фактически – подполковником юстиции Е.А. Сапетовой, подделала документы. Автор подделки – Сапетова – еще в феврале была уволена из ГСУ «по собственному желанию».
Уличенная адвокатами кооператива в нарушении УПК, следственная группа составила письмо об удовлетворении ходатайства задним числом и попыталась представить дело так, что кооператив не получил письмо по своей вине. Ложь была выявлена в том числе и с помощью системы электронного документооборота питерского главка МВД.
2. Подделка документов была вынужденным преступлением для сокрытия более серьезного: незаконного содержания под стражей. Следственная группа грубо нарушила права гражданских истцов и ответчиков, потому что без этого нарушения она не успела за 30 суток до истечения предельного срока содержания четверых обвиняемых под стражей начать ознакомление обвиняемых с материалами дела –а это было единственное основание продления им срока содержания под стражей свыше предельного.
Следственная группа из-за спешки даже толком не смогла завершить следственные действия, незаконно вела параллельное расследование по «резервному» делу, но позднее, отбросив стыд, из-за отсутствия материала для составления «нужного» обвинительного заключения, незаконно продолжила расследование «основного» дела, в том числе проводила следственные действия, которые, согласно УПК, невозможны после начала ознакомления обвиняемых с материалами дела. Все эти ухищрения были необходимы для того, чтобы ни в коем случае не выпускать обвиняемых и продолжать держать их в заложниках.
3. Де-факто происходит уголовное наказание неосужденных людей – четверо подсудимых уже второй год сидят в тюрьме. При этом наказываются явно ни в чем неповинные люди – технические сотрудники «Лайф-из-Гуд»: даже если предположить, что действительно работала пирамида – что опровергается показаниями свидетелей самого обвинения, которые сообщают суду, что компания «Гермес» хорошо работала, они были довольны получаемым доходом, и проблемы начались после того, как российская платежная система компании была обрушена завербованным полицией петербургским сисадмином компании Набойченко. Все подсудимые – технические сотрудники компании «Лайф-из-Гуд» и ни к каким управленческим решениям отношения никогда не имели. Их взяли в заложники для того, чтобы они дали показания на руководство компании.
4. Еще одно преступление – заведомо подложное постановление руководителя следственной группы А.Н. Винокурова о привлечении кооператива «Бест Вей» в качестве гражданского ответчика на 16 млрд рублей, тогда как сумма ущерба в уголовном деле –282 млн, и в деле нет ни одного искового заявления – даже на 100 рублей.
5. Следствие стимулировало двух особенно активных так называемых потерпевших написать заявления о моральном ущербе на миллиард (!) рублей каждое – исключительно для ложного обоснования ареста активов кооператива, но понятно, что это ничтожные документы, так как моральный ущерб во всех случаях, не связанных с причинением смерти, присуждается российскими судами в размере не более десятков тысяч рублей.
6. Ни один из «потерпевших» не доказал обоснованность своих претензий в гражданском суде. При этом арестованы активы кооператива почти на 4 млрд рублей и активы частных лиц на такую же сумму. Это не что иное, как попытка захвата активов при участии органов внутренних дел некой заинтересованной группой клиентов «Гермеса» – необязательно из числа «потерпевших», то есть коррупционное преступление, которое упорно игнорирует ГУСБ МВД.
Механизм для такого захвата есть – это передача средств под управление Федерального общественно-государственного фонда по защите прав вкладчиков и акционеров. Понятно, почему не ограничиваются активами подсудимых и обвиняемых: этого недостаточно для удовлетворения аппетитов тех, кто стоит за заказным уголовным делом. И понятно, почему одно юридическое лицо – кооператив «Бест Вей» – незаконно пытаются привлечь к ответственности за другое – компанию «Гермес»: активы «Гермеса» – за рубежом.
7. Следствие, а теперь и прокуратура совершают еще одно преступление: незаконно удерживает средства пайщиков кооператива, отказываясь их вернуть, то есть совершают хищение.
Министр, управляемый мафией
Итак, Колокольцев публично солгал Совету Федерации, выдумав пирамиду, выдумав многомиллиардный ущерб и десятки тысяч пострадавших, он – некомпетентный руководитель, абсолютно ведомый своей камарильей, стремящейся создавать громкие пиар-истории на пустом месте и с коррупционной выгодой для себя. Он вызвал социальный протест десятков тысяч пайщиков кооператива «Бест Вей» и клиентов компании «Гермес» и членов их семей – в большинстве своем представителей социально незащищенных слоев населения, на годы лишенных возможности пользоваться своими деньгами и приобрести недвижимость, на которую они собрали средства, – в том числе десятков участников СВО. Министр вредит в тылу тем, кто защищает страну на фронте.
Глава МВД находится под влиянием или даже контролем давно ставшей притчей во языцех питерской полицейской мафии. Ликвидация этой мафии, как и ликвидация преступной, коррупционной, вредящей социально-политической стабильности системы управления МВД, со стороны Колокольцева является важнейшей государственной задачей.
Звон Колокольцева
Лайф-из-Гуд
Поздравляем вас, гражданин министр, соврамши!
Выступая прошлой осенью в Совете Федерации, министр внутренних дел Владимир Колокольцев рассказывал, о так называемом уголовном деле «Лайф-из-Гуд» – «Гермес» – «Бест Вей», обещал миллиарды рублей ущерба и десятки тысяч потерпевших. Пресс-служба МВД под руководством его боевой подруги Ирины Волк заявила о том, что вскрыта деятельность крупнейшей в истории России финансовой пирамиды.
Однако в уголовном деле, расследованном или, вернее сказать, изготовленном ГСУ питерского главка МВД, которое в феврале начал рассматривать Приморский районный суд Санкт-Петербурга, 282 млн рублей ущерба и 221 лицо, признанное следствием потерпевшим: никаких миллиардов и десятков тысяч потерпевших.
Министр и его Волк публично солгали – на основе информации, переданной замначальника ГСУ руководителем следственной группы полковником юстиции А.Н. Винокуровым, фактически даже руководившей СГ его заместительницей майором, а затем подполковником юстиции Е.А. Сапетовой по материалам, состряпанным опером УЭБиПК питерского главка МВД майором полиции А.Ю. Машевским, при попустительстве (или соучастии?) начальника ГСУ Негрозова и замначальника Следственного департамента федерального министерства Вохмянина. Полковник и подполковник с примерно пятого-шестого уровня иерархии МВД виляет генералом полиции Российской Федерации, постоянным членом Совета безопасности России – это позор для государства.
Так называемые потерпевшие и реально пострадавшие
Большинство «потерпевших» на суде заявляют суммы около 1–2 млн рублей, при этом в ходе судебного следствия выясняется, что они, как правило, получали немалый доход, причем, они еще и налоговые/валютные преступники, так как этот доход не декларировали. Среди «потерпевших» есть граждане, заявляющие смехотворные суммы в 50–70 тыс., то есть количество потерпевших специально накручивалось следствием. И даже с этим накручиванием удалось набрать так мало – учитывая, что у «Гермеса», по данным самого же следствия, более 200 тыс. клиентов в России, а в кооперативе «Бест Вей» – около 20 тыс. пайщиков.
То есть большинство и клиентов «Гермеса», и пайщиков кооператива не считают себя потерпевшими от деятельности этих организаций.
Судя по тысячам обращений во все инстанции, нескольким волнам митингов, прокатившихся по России, они считают себя потерпевшими от деятельности органов внутренних дел.
Ведь именно завербованный питерским УЭБиПК сисадмин российской платежной системы «Гермеса» Набойченко заблокирован и разгромил в феврале 2022 года эту платежную систему, повесив на сайте дисклеймер: «Обращайтесь в правоохранительные органы», что на месяцы прекратило вывод средств. Именно действия правоохранительных органов в отношении компании до и после затруднили вывод средств. Дело в том, что для вывода средств многими использовался механизм p2p, позволяющий не платить комиссию, то есть для вывода средств нужно, чтобы кто-то вносил средства (что, понятно, резко сократилось из-за уголовного дела) и происходил обмен. Однако этот способ не единственный, вывод средств так или иначе осуществляется.
Тысячи пайщиков кооператива тем более не считают себя потерпевшими от его деятельности – потому что именно правоохранительные органы воспрепятствовали приобретению недвижимости с помощью кооператива, а она из-за более чем двухлетнего ареста его счетов, на которых около 4 млрд рублей, не может быть приобретена по прежней цене.
Именно правоохранительные органы прямо запрещают выплаты пайщикам кооператива, решившим забрать свой пай, – даже по исполнительным листам судов. И клиентам «Гермеса», и пайщикам кооператива правоохранительными органами нанесен колоссальный ущерб – и материальный, и моральный, который они намерены взыскать с государства.
«Следователи»-преступники должны сидеть в тюрьме
Весьма скромный результат следствия МВД был достигнут откровенно преступным путем.
1. Некоторые из преступлений следствия были фактически признаны судами. 1 декабря прошлого года Приморский районный суд города Санкт-Петербурга признал незаконным, нарушающим УПК фактический отказ кооперативу в ознакомлении с материалами уголовного дела.При рассмотрении дела в суде выяснилось, что следственная группа ГСУ питерского главка МВД, формально руководимая замначальника ГСУ полковником юстиции А.Н. Винокуровым, а фактически – подполковником юстиции Е.А. Сапетовой, подделала документы. Автор подделки – Сапетова – еще в феврале была уволена из ГСУ «по собственному желанию».
Уличенная адвокатами кооператива в нарушении УПК, следственная группа составила письмо об удовлетворении ходатайства задним числом и попыталась представить дело так, что кооператив не получил письмо по своей вине. Ложь была выявлена в том числе и с помощью системы электронного документооборота питерского главка МВД.
2. Подделка документов была вынужденным преступлением для сокрытия более серьезного: незаконного содержания под стражей. Следственная группа грубо нарушила права гражданских истцов и ответчиков, потому что без этого нарушения она не успела за 30 суток до истечения предельного срока содержания четверых обвиняемых под стражей начать ознакомление обвиняемых с материалами дела –а это было единственное основание продления им срока содержания под стражей свыше предельного.
Следственная группа из-за спешки даже толком не смогла завершить следственные действия, незаконно вела параллельное расследование по «резервному» делу, но позднее, отбросив стыд, из-за отсутствия материала для составления «нужного» обвинительного заключения, незаконно продолжила расследование «основного» дела, в том числе проводила следственные действия, которые, согласно УПК, невозможны после начала ознакомления обвиняемых с материалами дела. Все эти ухищрения были необходимы для того, чтобы ни в коем случае не выпускать обвиняемых и продолжать держать их в заложниках.
3. Де-факто происходит уголовное наказание неосужденных людей – четверо подсудимых уже второй год сидят в тюрьме. При этом наказываются явно ни в чем неповинные люди – технические сотрудники «Лайф-из-Гуд»: даже если предположить, что действительно работала пирамида – что опровергается показаниями свидетелей самого обвинения, которые сообщают суду, что компания «Гермес» хорошо работала, они были довольны получаемым доходом, и проблемы начались после того, как российская платежная система компании была обрушена завербованным полицией петербургским сисадмином компании Набойченко. Все подсудимые – технические сотрудники компании «Лайф-из-Гуд» и ни к каким управленческим решениям отношения никогда не имели. Их взяли в заложники для того, чтобы они дали показания на руководство компании.
4. Еще одно преступление – заведомо подложное постановление руководителя следственной группы А.Н. Винокурова о привлечении кооператива «Бест Вей» в качестве гражданского ответчика на 16 млрд рублей, тогда как сумма ущерба в уголовном деле –282 млн, и в деле нет ни одного искового заявления – даже на 100 рублей.
5. Следствие стимулировало двух особенно активных так называемых потерпевших написать заявления о моральном ущербе на миллиард (!) рублей каждое – исключительно для ложного обоснования ареста активов кооператива, но понятно, что это ничтожные документы, так как моральный ущерб во всех случаях, не связанных с причинением смерти, присуждается российскими судами в размере не более десятков тысяч рублей.
6. Ни один из «потерпевших» не доказал обоснованность своих претензий в гражданском суде. При этом арестованы активы кооператива почти на 4 млрд рублей и активы частных лиц на такую же сумму. Это не что иное, как попытка захвата активов при участии органов внутренних дел некой заинтересованной группой клиентов «Гермеса» – необязательно из числа «потерпевших», то есть коррупционное преступление, которое упорно игнорирует ГУСБ МВД.
Механизм для такого захвата есть – это передача средств под управление Федерального общественно-государственного фонда по защите прав вкладчиков и акционеров. Понятно, почему не ограничиваются активами подсудимых и обвиняемых: этого недостаточно для удовлетворения аппетитов тех, кто стоит за заказным уголовным делом. И понятно, почему одно юридическое лицо – кооператив «Бест Вей» – незаконно пытаются привлечь к ответственности за другое – компанию «Гермес»: активы «Гермеса» – за рубежом.
7. Следствие, а теперь и прокуратура совершают еще одно преступление: незаконно удерживает средства пайщиков кооператива, отказываясь их вернуть, то есть совершают хищение.
Министр, управляемый мафией
Итак, Колокольцев публично солгал Совету Федерации, выдумав пирамиду, выдумав многомиллиардный ущерб и десятки тысяч пострадавших, он – некомпетентный руководитель, абсолютно ведомый своей камарильей, стремящейся создавать громкие пиар-истории на пустом месте и с коррупционной выгодой для себя. Он вызвал социальный протест десятков тысяч пайщиков кооператива «Бест Вей» и клиентов компании «Гермес» и членов их семей – в большинстве своем представителей социально незащищенных слоев населения, на годы лишенных возможности пользоваться своими деньгами и приобрести недвижимость, на которую они собрали средства, – в том числе десятков участников СВО. Министр вредит в тылу тем, кто защищает страну на фронте.
Глава МВД находится под влиянием или даже контролем давно ставшей притчей во языцех питерской полицейской мафии. Ликвидация этой мафии, как и ликвидация преступной, коррупционной, вредящей социально-политической стабильности системы управления МВД, со стороны Колокольцева является важнейшей государственной задачей.
Very interesting subject, thanks for putting up.Money from blog
대전세븐나이트
I beloved up to you’ll obtain performed right here. The sketch is attractive, your authored material stylish. nevertheless, you command get bought an nervousness over that you wish be handing over the following. ill unquestionably come more previously again as precisely the same nearly very steadily inside case you protect this increase.
Tributes flood in for BBC sport commentator whose wife and daughters were killed in suspected crossbow attack
геи жестко
Figures from across the United Kingdom have offered their condolences to a BBC sport commentator, after his wife and two daughters were killed by an alleged crossbow attacker, in deaths that again drew attention to the epidemic of violence against women.
Carol Hunt, 61, wife of BBC horse racing commentator, John Hunt, and their daughters, Hannah Hunt, 28, and Louise Hunt, 25, died from injuries sustained in an attack in Bushey, just northwest of London, on Tuesday, according to police and Britain’s public broadcaster.
A 26-year-old suspect wanted in connection with the killings, and named as Kyle Clifford, was found by British police in Enfield, north London, on Wednesday, following a sprawling manhunt. There were no previous reports to the force over Clifford, who is in serious condition in hospital and is yet to speak with officers, Hertfordshire Police said in a statement.
A crossbow was recovered as part of the investigation, which police believe was used in a “targeted incident.”
Epidemic of violence against women
The killings of the three women rocked Britain, where mass murders are infrequent but violence against women and girls has been officially labeled as a national threat.
A woman is killed by a man every three days in the UK and one in four women will experience domestic violence in her lifetime, the United Nations’ special rapporteur on violence against women and girls, Reem Alsalem, said earlier this year.
Charities and human rights organizations have subsequently reiterated urgent demands to tackle femicide in the UK.
Tributes flood in for BBC sport commentator whose wife and daughters were killed in suspected crossbow attack
гей онлайн
Figures from across the United Kingdom have offered their condolences to a BBC sport commentator, after his wife and two daughters were killed by an alleged crossbow attacker, in deaths that again drew attention to the epidemic of violence against women.
Carol Hunt, 61, wife of BBC horse racing commentator, John Hunt, and their daughters, Hannah Hunt, 28, and Louise Hunt, 25, died from injuries sustained in an attack in Bushey, just northwest of London, on Tuesday, according to police and Britain’s public broadcaster.
A 26-year-old suspect wanted in connection with the killings, and named as Kyle Clifford, was found by British police in Enfield, north London, on Wednesday, following a sprawling manhunt. There were no previous reports to the force over Clifford, who is in serious condition in hospital and is yet to speak with officers, Hertfordshire Police said in a statement.
A crossbow was recovered as part of the investigation, which police believe was used in a “targeted incident.”
Epidemic of violence against women
The killings of the three women rocked Britain, where mass murders are infrequent but violence against women and girls has been officially labeled as a national threat.
A woman is killed by a man every three days in the UK and one in four women will experience domestic violence in her lifetime, the United Nations’ special rapporteur on violence against women and girls, Reem Alsalem, said earlier this year.
Charities and human rights organizations have subsequently reiterated urgent demands to tackle femicide in the UK.
Воины-пайщики оказались без защиты в тылу
Пайщики «Бест Вей» — участники СВО готовы защищать свой кооператив
Дело Бест вей
Многие пайщики кооператива «Бест Вей» и те, в чьих интересах приобретаются квартиры в кооперативе, — участники СВО. И они сами, и их родственники возмущены событиями, происходящими вокруг кооператива. Ведь защищая интересы страны на фронте, в тылу они не защищены от того, что не могут приобрести недвижимость из-за того, что счета кооператива с почти 4 млрд рублей уже более двух лет находятся под арестом — притом, что сумма ущерба по уголовному делу, рассматриваемому Приморским районным судом Санкт-Петербурга, согласно обвинительному заключению, составляет 282 млн рублей.
«Надеемся, новое руководство Министерства обороны поможет урегулировать ситуацию»
Наталья Пригаро, мать пайщика кооператива — участника СВО из Нефтеюганска Даниила Пригаро:
— Сын расплатился за однокомнатную квартиру, приобретенную с помощью кооператива, еще два года назад, подал пакет документов на оформление квартиры в собственность в Росреестр в начале сентября 2022 года — и все это время не может зарегистрировать собственность на нее из-за того, что в Росреестре она значится как арестованная. В конце сентября 2022 года он был мобилизован. Сын брал кредит, чтобы расплатиться за квартиру с кооперативом. Планировал продать эту квартиру и взять квартиру побольше в ипотеку. Однако неоднократно накладывался арест на недвижимость кооператива, несмотря на то что сейчас ареста нет — последний арест, накладывавшийся осенью 2023 года, 19 февраля истек, ходатайства о новом аресте дважды отклонены судом, по Росреестру арест с квартиры до сих пор не снят. В результате кредит приходится платить, квартира в собственность до сих пор не оформлена.
У сына нет никакой физической и финансовой возможности выяснять отношения с Росреестром — в административном или судебном порядке, он приезжает в отпуска на неделю-полторы, ему не до сутяжничества. Я нахожусь в Анапе, приобрела квартиру с помощью кооператива — сын не имеет возможности сделать на меня генеральную доверенность, а я не могу из Анапы приехать в Нефтеюганск и решать вопросы в Росреестре — кроме поезда, сейчас, сами понимаете, ничего не ходит (конец цитаты).
«На безобразие, которое происходит с кооперативом, мы пишем жалобы во все инстанции, — говорит она. — Надеемся, новое руководство Министерства обороны поможет урегулировать ситуацию».
«Надежда, что все разрешится, остается — не может же все быть коррумпировано»
Елена Бойко — пайщик кооператива из Новосибирска и мать солдата, воющего в СВО, для которого она собиралась приобрести одну из двух квартир в кооперативе. «Я стала пайщиком кооператива в 2021 году. В январе 2021 года подала заявление на покупку двух квартир с помощью кооператива по накопительной программе. У меня двое детей — сын и дочь, им нужно жилье. В 2020 году взяли в ипотеку загородный дом — причем оформили на сына как единственного, кому ее могли одобрить, а в 2021 году он ушел в армию как призывник, а потом подписал контракт. Его относительно недавно отправили „за ленточку“. Думали, что поживем в ипотечном доме, и тут как раз подойдет очередь приобретать квартиры с помощью кооператива. Мы останемся жить в частном доме, а дети въедут в кооперативные квартиры».
«Ипотека — это разорительно, — подчеркивает Елена, — мы взяли 2,5 млн, а за 30 лет отдадим 6 млн. Когда появился кооператив, для нас это была возможность предоставить каждому из детей жилье: за 10 лет или раньше они расплатятся с кооперативом, причем с минимальной по сравнению ипотекой переплатой, и у них будет собственное жилье. Из-за репрессий в отношении кооператива мы можем быть этой возможности лишены».
«Я всем сердцем переживаю за ситуацию с кооперативом, заявление о выходе из кооператива пока не пишу — надеюсь, что его деятельность „разморозится“, — говорит Елена. — Обращаемся во все инстанции, в прокуратуру — приходят отписки. Смысл происходящего я понимаю хорошо — когда-то занималась кредитным потребительским кооперативом: нас тогда закрыл Центральный банк. Нашел формальный повод. Но настоящая причина была в том, что мы мешали банкам обирать клиентов. Но надежда на то, что все разрешится, остается — не может же быть все коррумпировано».
«Больше всего в нашей ситуации возмущает то, что наши воины стоят на стороне государства на фронте, а здесь, в тылу, их интересы нарушаются государственными структурами. Такого быть не должно!»
«Для многих кооператив — единственная возможность приобрести квартиру»
Лариса Зискинд — пайщица «Бест Вей», переехавшая с помощью кооператива с семьей — с дочерью, зятем и маленьким внуком - с Дальнего Востока в Белгородскую область. Ее зять, живущий в кооперативной квартире, находится на фронте СВО. «С помощью кооператива я приобрела квартиру в двухэтажном доме в селе Пушкарное Белгородской области — мы с дочерью переехали сюда. Мы уже два года расплачиваемся за него с кооперативом. Не до конца сделали ремонт, кухни фактически нет: моем посуду в ванной. Финансовых средств не хватает, так как зять уже год на СВО, пока ни разу не был в отпуске, и перевести деньги с его карты в ВТБ сейчас непросто, потому что карта — в расположении, до ближайшего банка ехать далеко, а он сам — на линии фронта. Мы фактически живем с выплат на ребенка, на мне кредиты — у меня полпенсии уходит на их оплату. Квартира по Росреестру находится под арестом, хотя арест по квартирам кооператива арест истек — а я боюсь ехать в Белгород, чтобы решать по ней вопрос. Я с ребенком на улицу гулять не выхожу в нынешней военной обстановке — сирены воздушной тревоги постоянные. Побыстрее бы наши войска создали санитарную зону в Харьковской области!»
По поводу покупки квартиры Лариса сообщает, что «ипотека точно никак не светила. Кооператив — это 14 тыс. в месяц и всего лишь 10 лет. В кооперативе даже студентка может приобрести квартиру, почти не переплачивая. При покупке через банк придется заплатить еще как минимум за одну квартиру».
«Среди пайщиков кооператива очень много пенсионеров, социально незащищенных людей, это была их единственная возможность приобрести квартиру, — говорит Лариса. — Из-за репрессий против кооператива мы можем лишиться единственного жилья. Мы куда только не писали в защиту кооператива. Но, видимо, слишком большой куш. Кооперативу не дают даже платить налоги. Надеемся, что отношение к кооперативу в результате справедливого разбирательства изменится в лучшую сторону».
«Мы очень устали. Но боремся»
Людмила Гарина — пайщица кооператива из Саратова, зять которой, проживающий вместе с ней в кооперативной квартире, участвует в СВО. «Я проживаю в кооперативной квартире почти три года вместе с дочерью и внуком, вносим ежемесячные платежи через госуслуги».
«Возможности взять ипотеку не было, — говорит Людмила. — Фактически у нас один работающий человек — дочь, зять мобилизован, внук — студент, внучке — четыре года. Мы с мужем пенсионеры».
«У нас с кооперативом проблем не было никаких, — говорит она, — но сейчас уверенности в завтрашнем дне нет. Пишем во все возможные инстанции, в том числе в Администрацию президента, ходили на прием к Володину. Пока ничего не помогает. Вся надежда на то, что суд разберется».
«Хотелось, чтобы вопрос о возобновлении работы кооператива быстрее решился, — говорит она, — тогда стало бы проще. Когда кооператив заработает, будет совершенно иная ситуация. Мы очень устали. Но боремся».
«20 тыс. пайщиков кооператива не так просто остановить»
Алла Яровая — пайщик кооператива из Пятигорска и представитель пайщицы Людмилы Дворцовой, сын которой, Игорь Дворцов, находился на СВО, а теперь служит внутри страны. «Людмила приобрела с помощью кооператива в Пятигорске квартиру для своего сына. Вступила в кооператив она в 2017 году, сначала находилась в накопительной программе — накапливала на первоначальный паевый взнос, накопила, потом стояла в очереди на приобретение жилье, приобрела с помощью кооператива однокомнатную квартиру за 1450 тыс. рублей. Потом приобрела квартиру и постепенно полностью за нее расплатилась. Работала для этого на двух работах, в том числе санитаркой в инфекционном отделении».
Но оформить квартиру в собственность не удалось, так как она оказалась под арестом, поясняет Алла. И хотя арест 19 февраля истек и больше не накладывался, суд первой инстанции в Пятигорске этот арест подтвердил. «По вопросу получения права собственности и снятия ареста мы обратились в Пятигорский городской суд, где судья очень предвзято отнесся к решению вопроса и мы получили отказ, — говорит Алла, — Хотя аналогичный вопрос рассматривался в Минераловодском суде и там судья вынесла положительное решение и в настоящий момент пайщик получил право собственности на свою квартиру. Предстоит рассмотрение в апелляционной инстанции — несмотря на то, что рассматривать нечего: ареста на недвижимость кооператива сейчас нет. А на квартиру Людмилы Дворцовой — почему-то есть».
«Кооператив — единственная возможность для людей со средним достатком получить жилье, — говорит Алла, — Нерешенный вопрос — налоги. Мы вынуждены платить налоги с юридических лиц, но мы же физические лица. К депутатам — с нас берут налог как с юрлица. Почему мы должны оплачивать — мы же физлица? Во многих регионах это сделано. Надеемся добиться того, чтобы это было сделано по всей стране».
«20 тыс. пайщиков кооператива не так просто остановить, — подчеркивает пайщица. — Это наши деньги, и мы за них боремся. Обязательно отстоим наш кооператив!»
«Активно участвую в защите кооператива»
У пайщицы кооператива, жительницы из Ленинградской области Татьяны Власенко старший сын находится на СВО с сентября 2022 года. «Три месяца проходил обучение, а потом оказался „за ленточкой“, — говорит Татьяна. — Мы должны были в конце лета 2022 года купить квартиру с помощью кооператива — квартиру планировали большую. Но работа кооператива оказалась заблокирована, и кооператив не может ничего купить уже более двух лет, так как и его счета, и его деятельность заблокированы. Деньги пайщиков, собранные для приобретения квартир, при этом обесцениваются».
«Я активно участвую в защите нашего кооператива, — говорит Татьяна. — Езжу на все суды в Санкт-Петербурге, хотя живу в деревне — ехать два с половиной, а то и три часа, мне 64 года, а путь неблизкий. И сын в этом поддерживает меня».
«Вот уже более двух лет работа кооператива заблокирована, деньги обесцениваются»
У пайщицы из Хабаровска Натальи Ромашко на СВО было два племянника — один, к сожалению, погиб. Планировалась покупка большой квартиры в Хабаровске, Наталья состояла в накопительной программе. «Вот уже более двух лет работа кооператива заблокирована, деньги обесцениваются, — говорит Наталья. — Я участвую в защите кооператива, пишу письма в прокуратуру, в высшие государственные инстанции, потому что нарушаются наши права, нас лишают возможности приобрести квартиру вне ипотечной системы. Пока приходят одни отписки, но борьбу мы продолжаем!»
«Ситуация — как на СВО»
Пайщица Светлана Иванова из Новосибирска, волонтер СВО, планировала приобрести с помощью кооператива две квартиры — для себя и для сына, который воюет на СВО добровольцем. «До этого я продала квартиру и сейчас вообще без собственного жилья, — говорит она. — Вступила в кооператив по накопительной программе, рассматривали для приобретения квартиры Крым и Новосибирск. В СВО участвую как волонтер — не остаюсь в стороне, когда Родине нужна помощь».
«От ситуации с кооперативом очень многие люди пострадали, — говорит Светлана. — Ситуация — как на СВО. И еще больше пострадают, если реализуется плохой сценарий. Хочется надеяться на то, что все образуется, правда восторжествует. Заявление о выходе из кооператива и возврате паевых средств я не подавала. Готова продолжить участие в нем, готова приобрести недвижимость с его помощью: это самый лучший вариант покупки квартиры».
«Сдаваться в планах нет»
Пайщица Марина Янковская родом из Хабаровска, она переехала в Новороссийск, ее супруг погиб на СВО. «У нас уже подходила очередь на покупку квартиры в Новороссийске для нашей семьи, мы должны были подбирать объект, — рассказывает она. — Но два года назад все остановилось. Хотели приобрести двухкомнатную квартиру в Новороссийске. Деньги лежат на арестованных счетах кооператива — а недвижимость за это время подорожала. Надеемся хоть что-то приобрести после того, как счета разблокируют».
«Мы всячески поддерживаем кооператив, — говорит Марина. — Записывали видео, что мы не обманутые, а вполне довольные пайщики, объясняли, что это никакая не пирамида, а организация, созданная в помощь людям. Ждем, когда снимут эти аресты. Сдаваться в планах нет».
Воины-пайщики оказались без защиты в тылу
Пайщики «Бест Вей» — участники СВО готовы защищать свой кооператив
Довольные пайщики Бест вей
Многие пайщики кооператива «Бест Вей» и те, в чьих интересах приобретаются квартиры в кооперативе, — участники СВО. И они сами, и их родственники возмущены событиями, происходящими вокруг кооператива. Ведь защищая интересы страны на фронте, в тылу они не защищены от того, что не могут приобрести недвижимость из-за того, что счета кооператива с почти 4 млрд рублей уже более двух лет находятся под арестом — притом, что сумма ущерба по уголовному делу, рассматриваемому Приморским районным судом Санкт-Петербурга, согласно обвинительному заключению, составляет 282 млн рублей.
«Надеемся, новое руководство Министерства обороны поможет урегулировать ситуацию»
Наталья Пригаро, мать пайщика кооператива — участника СВО из Нефтеюганска Даниила Пригаро:
— Сын расплатился за однокомнатную квартиру, приобретенную с помощью кооператива, еще два года назад, подал пакет документов на оформление квартиры в собственность в Росреестр в начале сентября 2022 года — и все это время не может зарегистрировать собственность на нее из-за того, что в Росреестре она значится как арестованная. В конце сентября 2022 года он был мобилизован. Сын брал кредит, чтобы расплатиться за квартиру с кооперативом. Планировал продать эту квартиру и взять квартиру побольше в ипотеку. Однако неоднократно накладывался арест на недвижимость кооператива, несмотря на то что сейчас ареста нет — последний арест, накладывавшийся осенью 2023 года, 19 февраля истек, ходатайства о новом аресте дважды отклонены судом, по Росреестру арест с квартиры до сих пор не снят. В результате кредит приходится платить, квартира в собственность до сих пор не оформлена.
У сына нет никакой физической и финансовой возможности выяснять отношения с Росреестром — в административном или судебном порядке, он приезжает в отпуска на неделю-полторы, ему не до сутяжничества. Я нахожусь в Анапе, приобрела квартиру с помощью кооператива — сын не имеет возможности сделать на меня генеральную доверенность, а я не могу из Анапы приехать в Нефтеюганск и решать вопросы в Росреестре — кроме поезда, сейчас, сами понимаете, ничего не ходит (конец цитаты).
«На безобразие, которое происходит с кооперативом, мы пишем жалобы во все инстанции, — говорит она. — Надеемся, новое руководство Министерства обороны поможет урегулировать ситуацию».
«Надежда, что все разрешится, остается — не может же все быть коррумпировано»
Елена Бойко — пайщик кооператива из Новосибирска и мать солдата, воющего в СВО, для которого она собиралась приобрести одну из двух квартир в кооперативе. «Я стала пайщиком кооператива в 2021 году. В январе 2021 года подала заявление на покупку двух квартир с помощью кооператива по накопительной программе. У меня двое детей — сын и дочь, им нужно жилье. В 2020 году взяли в ипотеку загородный дом — причем оформили на сына как единственного, кому ее могли одобрить, а в 2021 году он ушел в армию как призывник, а потом подписал контракт. Его относительно недавно отправили „за ленточку“. Думали, что поживем в ипотечном доме, и тут как раз подойдет очередь приобретать квартиры с помощью кооператива. Мы останемся жить в частном доме, а дети въедут в кооперативные квартиры».
«Ипотека — это разорительно, — подчеркивает Елена, — мы взяли 2,5 млн, а за 30 лет отдадим 6 млн. Когда появился кооператив, для нас это была возможность предоставить каждому из детей жилье: за 10 лет или раньше они расплатятся с кооперативом, причем с минимальной по сравнению ипотекой переплатой, и у них будет собственное жилье. Из-за репрессий в отношении кооператива мы можем быть этой возможности лишены».
«Я всем сердцем переживаю за ситуацию с кооперативом, заявление о выходе из кооператива пока не пишу — надеюсь, что его деятельность „разморозится“, — говорит Елена. — Обращаемся во все инстанции, в прокуратуру — приходят отписки. Смысл происходящего я понимаю хорошо — когда-то занималась кредитным потребительским кооперативом: нас тогда закрыл Центральный банк. Нашел формальный повод. Но настоящая причина была в том, что мы мешали банкам обирать клиентов. Но надежда на то, что все разрешится, остается — не может же быть все коррумпировано».
«Больше всего в нашей ситуации возмущает то, что наши воины стоят на стороне государства на фронте, а здесь, в тылу, их интересы нарушаются государственными структурами. Такого быть не должно!»
«Для многих кооператив — единственная возможность приобрести квартиру»
Лариса Зискинд — пайщица «Бест Вей», переехавшая с помощью кооператива с семьей — с дочерью, зятем и маленьким внуком - с Дальнего Востока в Белгородскую область. Ее зять, живущий в кооперативной квартире, находится на фронте СВО. «С помощью кооператива я приобрела квартиру в двухэтажном доме в селе Пушкарное Белгородской области — мы с дочерью переехали сюда. Мы уже два года расплачиваемся за него с кооперативом. Не до конца сделали ремонт, кухни фактически нет: моем посуду в ванной. Финансовых средств не хватает, так как зять уже год на СВО, пока ни разу не был в отпуске, и перевести деньги с его карты в ВТБ сейчас непросто, потому что карта — в расположении, до ближайшего банка ехать далеко, а он сам — на линии фронта. Мы фактически живем с выплат на ребенка, на мне кредиты — у меня полпенсии уходит на их оплату. Квартира по Росреестру находится под арестом, хотя арест по квартирам кооператива арест истек — а я боюсь ехать в Белгород, чтобы решать по ней вопрос. Я с ребенком на улицу гулять не выхожу в нынешней военной обстановке — сирены воздушной тревоги постоянные. Побыстрее бы наши войска создали санитарную зону в Харьковской области!»
По поводу покупки квартиры Лариса сообщает, что «ипотека точно никак не светила. Кооператив — это 14 тыс. в месяц и всего лишь 10 лет. В кооперативе даже студентка может приобрести квартиру, почти не переплачивая. При покупке через банк придется заплатить еще как минимум за одну квартиру».
«Среди пайщиков кооператива очень много пенсионеров, социально незащищенных людей, это была их единственная возможность приобрести квартиру, — говорит Лариса. — Из-за репрессий против кооператива мы можем лишиться единственного жилья. Мы куда только не писали в защиту кооператива. Но, видимо, слишком большой куш. Кооперативу не дают даже платить налоги. Надеемся, что отношение к кооперативу в результате справедливого разбирательства изменится в лучшую сторону».
«Мы очень устали. Но боремся»
Людмила Гарина — пайщица кооператива из Саратова, зять которой, проживающий вместе с ней в кооперативной квартире, участвует в СВО. «Я проживаю в кооперативной квартире почти три года вместе с дочерью и внуком, вносим ежемесячные платежи через госуслуги».
«Возможности взять ипотеку не было, — говорит Людмила. — Фактически у нас один работающий человек — дочь, зять мобилизован, внук — студент, внучке — четыре года. Мы с мужем пенсионеры».
«У нас с кооперативом проблем не было никаких, — говорит она, — но сейчас уверенности в завтрашнем дне нет. Пишем во все возможные инстанции, в том числе в Администрацию президента, ходили на прием к Володину. Пока ничего не помогает. Вся надежда на то, что суд разберется».
«Хотелось, чтобы вопрос о возобновлении работы кооператива быстрее решился, — говорит она, — тогда стало бы проще. Когда кооператив заработает, будет совершенно иная ситуация. Мы очень устали. Но боремся».
«20 тыс. пайщиков кооператива не так просто остановить»
Алла Яровая — пайщик кооператива из Пятигорска и представитель пайщицы Людмилы Дворцовой, сын которой, Игорь Дворцов, находился на СВО, а теперь служит внутри страны. «Людмила приобрела с помощью кооператива в Пятигорске квартиру для своего сына. Вступила в кооператив она в 2017 году, сначала находилась в накопительной программе — накапливала на первоначальный паевый взнос, накопила, потом стояла в очереди на приобретение жилье, приобрела с помощью кооператива однокомнатную квартиру за 1450 тыс. рублей. Потом приобрела квартиру и постепенно полностью за нее расплатилась. Работала для этого на двух работах, в том числе санитаркой в инфекционном отделении».
Но оформить квартиру в собственность не удалось, так как она оказалась под арестом, поясняет Алла. И хотя арест 19 февраля истек и больше не накладывался, суд первой инстанции в Пятигорске этот арест подтвердил. «По вопросу получения права собственности и снятия ареста мы обратились в Пятигорский городской суд, где судья очень предвзято отнесся к решению вопроса и мы получили отказ, — говорит Алла, — Хотя аналогичный вопрос рассматривался в Минераловодском суде и там судья вынесла положительное решение и в настоящий момент пайщик получил право собственности на свою квартиру. Предстоит рассмотрение в апелляционной инстанции — несмотря на то, что рассматривать нечего: ареста на недвижимость кооператива сейчас нет. А на квартиру Людмилы Дворцовой — почему-то есть».
«Кооператив — единственная возможность для людей со средним достатком получить жилье, — говорит Алла, — Нерешенный вопрос — налоги. Мы вынуждены платить налоги с юридических лиц, но мы же физические лица. К депутатам — с нас берут налог как с юрлица. Почему мы должны оплачивать — мы же физлица? Во многих регионах это сделано. Надеемся добиться того, чтобы это было сделано по всей стране».
«20 тыс. пайщиков кооператива не так просто остановить, — подчеркивает пайщица. — Это наши деньги, и мы за них боремся. Обязательно отстоим наш кооператив!»
«Активно участвую в защите кооператива»
У пайщицы кооператива, жительницы из Ленинградской области Татьяны Власенко старший сын находится на СВО с сентября 2022 года. «Три месяца проходил обучение, а потом оказался „за ленточкой“, — говорит Татьяна. — Мы должны были в конце лета 2022 года купить квартиру с помощью кооператива — квартиру планировали большую. Но работа кооператива оказалась заблокирована, и кооператив не может ничего купить уже более двух лет, так как и его счета, и его деятельность заблокированы. Деньги пайщиков, собранные для приобретения квартир, при этом обесцениваются».
«Я активно участвую в защите нашего кооператива, — говорит Татьяна. — Езжу на все суды в Санкт-Петербурге, хотя живу в деревне — ехать два с половиной, а то и три часа, мне 64 года, а путь неблизкий. И сын в этом поддерживает меня».
«Вот уже более двух лет работа кооператива заблокирована, деньги обесцениваются»
У пайщицы из Хабаровска Натальи Ромашко на СВО было два племянника — один, к сожалению, погиб. Планировалась покупка большой квартиры в Хабаровске, Наталья состояла в накопительной программе. «Вот уже более двух лет работа кооператива заблокирована, деньги обесцениваются, — говорит Наталья. — Я участвую в защите кооператива, пишу письма в прокуратуру, в высшие государственные инстанции, потому что нарушаются наши права, нас лишают возможности приобрести квартиру вне ипотечной системы. Пока приходят одни отписки, но борьбу мы продолжаем!»
«Ситуация — как на СВО»
Пайщица Светлана Иванова из Новосибирска, волонтер СВО, планировала приобрести с помощью кооператива две квартиры — для себя и для сына, который воюет на СВО добровольцем. «До этого я продала квартиру и сейчас вообще без собственного жилья, — говорит она. — Вступила в кооператив по накопительной программе, рассматривали для приобретения квартиры Крым и Новосибирск. В СВО участвую как волонтер — не остаюсь в стороне, когда Родине нужна помощь».
«От ситуации с кооперативом очень многие люди пострадали, — говорит Светлана. — Ситуация — как на СВО. И еще больше пострадают, если реализуется плохой сценарий. Хочется надеяться на то, что все образуется, правда восторжествует. Заявление о выходе из кооператива и возврате паевых средств я не подавала. Готова продолжить участие в нем, готова приобрести недвижимость с его помощью: это самый лучший вариант покупки квартиры».
«Сдаваться в планах нет»
Пайщица Марина Янковская родом из Хабаровска, она переехала в Новороссийск, ее супруг погиб на СВО. «У нас уже подходила очередь на покупку квартиры в Новороссийске для нашей семьи, мы должны были подбирать объект, — рассказывает она. — Но два года назад все остановилось. Хотели приобрести двухкомнатную квартиру в Новороссийске. Деньги лежат на арестованных счетах кооператива — а недвижимость за это время подорожала. Надеемся хоть что-то приобрести после того, как счета разблокируют».
«Мы всячески поддерживаем кооператив, — говорит Марина. — Записывали видео, что мы не обманутые, а вполне довольные пайщики, объясняли, что это никакая не пирамида, а организация, созданная в помощь людям. Ждем, когда снимут эти аресты. Сдаваться в планах нет».
Военный адвокат Запорожье. Бесплатная консультация
адвокат Запорожье мобилизация
— это опытный специалист имеющий высшее юридическое образование, сдавший квалификационный государственный экзамен на право осуществления адвокатской деятельностью и специализирующийся в основном на военных делах
Вся правовая помощь военного адвоката осуществляется в индивидуальном порядке, грамотно, четко и в соответствии с действующими нормативно-правовыми актами.
Мы как военные юристы действуем не против органов Украины или министерства обороны, мы действуем во благо Украины — наших защитников и граждан Украины, которые попали в тяжелую жизненную ситуацию связанную с незнанием военного и действующего законодательства.
Поскольку, проявив патриотизм и чувство гражданской ответственности – став на защиту суверенитета страны, граждане участвующие и помогавшие в обороне после, становятся никому не нужными, особенно если военнослужащий стал инвалидом, потерял часть тела или конечность, и не может самостоятельно защитить свои права. Именно в таких ситуациях мы как военные адвокаты приходим на помощь, и добиваемся в установленном законом порядке справедливости, необходимых выплат, установление статуса, оформление пенсий, льгот и т.п.
Тоже касается, и получение отсрочки от мобилизации, когда например, безосновательно призывают сына у которого отец инвалид 2 группы, или мать прикованная из-за тяжелой болезни к постели, и требующая постороннего ухода. Это же относится и к военнослужащим, рапорта которых не регистрируются в канцелярии воинской части и полностью игнорируются, под прикрытием суеты боевых действий..
Именно в таких ситуациях, мы приходим на помощь и с помощью ЗАКОННЫХ методов правовой защиты, используя свой опыт полученный при ведении аналогичных военных дел добиваемся справедливости.
Hi there just wanted to give you a quick heads up. The words in your post seem to be running off the screen in Firefox. I’m not sure if this is a format issue or something to do with internet browser compatibility but I figured I’d post to let you know. The layout look great though! Hope you get the problem resolved soon. Many thanks
Что мне всегда импонировало в Романе Василенко – это его абсолютная честность. Он никогда не обманывает своих партнеров, клиентов или сотрудников. В его истории не найдешь ни одного случая, где бы он пошел на хитрость или обман ради выгоды. Даже когда его первый бизнес подвергся рейдерскому захвату, он действовал честно и открыто, отдав компанию без борьбы, чтобы защитить свою семью. Его слова – это всегда твердая гарантия, что можно доверять. Именно поэтому так много людей готовы работать с ним и идти за ним.
Лайф из Гуд
Title: Innovaciones en los juegos de Spin Casino Brasil: Transformando la experiencia de juego con tecnologia
Description: Descubre como Spin Casino Brasil esta revolucionando el juego con tecnologias avanzadas, ofreciendo seguridad y una experiencia inmersiva unica.
cassino spin
H1: Innovaciones en los juegos de Spin Casino Brasil: Como las tecnologias estan cambiando la experiencia de juego
Bienvenidos al emocionante mundo de Spin Casino Brasil, donde las fronteras del juego online se expanden constantemente gracias a la integracion de tecnologias innovadoras. Este articulo explora como la realidad virtual, la inteligencia artificial, y las aplicaciones moviles estan transformando la experiencia de juego, ofreciendo a los usuarios una inmersion y personalizacion sin precedentes. Adentrate con nosotros en este viaje tecnologico y descubre como Spin Casino Brasil esta marcando el futuro del entretenimiento online.
H2: Ultimas Tecnologias Adoptadas por Spin Casino Brasil
Spin Casino Brasil esta a la vanguardia de la innovacion en el mundo de los juegos de azar en linea, integrando tecnologias avanzadas para enriquecer la experiencia de juego de sus usuarios. Estas tecnologias no solo mejoran la interactividad y el entretenimiento, sino que tambien aseguran un entorno de juego mas seguro y personalizado.
H3: Realidad Virtual (VR) y Realidad Aumentada (AR)
La Realidad Virtual y la Realidad Aumentada han revolucionado la forma en que los jugadores interactuan con los juegos de casino en linea. Spin Casino Brasil ha implementado estas tecnologias para crear entornos de juego inmersivos donde los usuarios pueden sentirse como si estuvieran en un casino real. Por ejemplo, los jugadores pueden caminar virtualmente por el casino, interactuar con otros jugadores y dealers en tiempo real, y experimentar las maquinas tragamonedas y mesas de juego desde una perspectiva completamente nueva. Esta integracion no solo atrae a una audiencia mas amplia sino que tambien aumenta la retencion de usuarios al ofrecer una experiencia excepcionalmente atractiva y visualmente impactante.
H3: Inteligencia Artificial y Aprendizaje Automatico
Spin Casino Brasil utiliza la Inteligencia Artificial (IA) y el Aprendizaje Automatico para personalizar las experiencias de los jugadores. Estas tecnologias permiten al casino analizar el comportamiento de juego y las preferencias de los usuarios, adaptando sus ofertas y bonificaciones de manera mas efectiva. Por ejemplo, la IA puede sugerir juegos que coincidan con las preferencias del jugador o ajustar los niveles de dificultad segun las habilidades del usuario. Ademas, estas tecnologias ayudan a mejorar los servicios de atencion al cliente mediante chatbots inteligentes que proporcionan respuestas en tiempo real a las consultas de los jugadores, asegurando una experiencia de usuario sin interrupciones y altamente satisfactoria.
H3: Juegos Moviles y Aplicaciones Dedicadas
Reconociendo la creciente tendencia hacia el juego movil, Spin Casino Brasil ha optimizado su plataforma para dispositivos moviles, asegurando que los juegos sean accesibles y funcionen a la perfeccion en cualquier dispositivo. Las aplicaciones moviles dedicadas permiten a los jugadores acceder a sus juegos favoritos en cualquier momento y lugar, proporcionando una interfaz adaptativa que ajusta la visualizacion y el manejo del juego al tamano y la orientacion del dispositivo. Esta accesibilidad mejora la conveniencia y la flexibilidad para los jugadores, permitiendoles disfrutar de una experiencia de juego completa al alcance de sus manos.
H2: Impacto de las Tecnologias en la Seguridad y la Equidad del Juego
La integracion de tecnologias avanzadas en Spin Casino Brasil no solo ha transformado la experiencia de juego, sino que tambien ha reforzado significativamente la seguridad y la equidad dentro de la plataforma. Estos avances tecnologicos son cruciales para garantizar un entorno de juego seguro y justo, donde los jugadores pueden confiar en la integridad de cada apuesta y juego.
H3: Tecnologias de Encriptacion y Seguridad de Datos
Spin Casino Brasil emplea tecnologias de encriptacion de ultima generacion para proteger la informacion personal y financiera de los usuarios. Utilizando protocolos de seguridad como el SSL (Secure Socket Layer), el casino asegura que todos los datos transmitidos entre los jugadores y el servidor del casino esten completamente cifrados y protegidos contra accesos no autorizados. Este nivel de seguridad es comparable al utilizado en instituciones financieras, lo que proporciona a los jugadores una tranquilidad invaluable al realizar transacciones y al participar en juegos.
Ademas, el casino implementa sistemas de verificacion y autenticacion rigurosos para prevenir el fraude y garantizar que solo los jugadores legitimos puedan acceder a sus cuentas. Estas medidas incluyen la verificacion de identidad, preguntas de seguridad personalizadas y tecnologias de reconocimiento facial o biometrico en dispositivos compatibles. La combinacion de estas tecnologias de seguridad avanzadas no solo protege a los jugadores, sino que tambien fortalece la reputacion de Spin Casino Brasil como un entorno de juego seguro y confiable.
H2: Experiencias de Usuarios con las Nuevas Tecnologias
La adopcion de tecnologias de punta en Spin Casino Brasil ha transformado notablemente la experiencia de los usuarios, quienes reportan un aumento significativo en la satisfaccion y el compromiso. Los testimonios de los jugadores destacan la inmersion y la personalizacion que ofrecen las realidades virtual y aumentada, que les permiten disfrutar de una experiencia de casino casi real sin salir de casa. Ademas, muchos aprecian las recomendaciones personalizadas generadas por inteligencia artificial, que ajustan los juegos y las promociones a sus preferencias y patrones de juego, creando una experiencia unica y a medida para cada usuario.
H2: El Futuro de las Tecnologias en Spin Casino Brasil
Mirando hacia el futuro, Spin Casino Brasil planea continuar su inversion en tecnologia para mantenerse a la vanguardia de la industria del juego en linea. Las proyecciones indican que la implementacion de tecnologias emergentes, como la inteligencia artificial avanzada y la blockchain, jugara un papel crucial en la evolucion de los juegos de casino. Estas tecnologias no solo mejoraran la seguridad y la transparencia de las transacciones, sino que tambien permitiran experiencias de juego aun mas personalizadas y envolventes. La integracion de interfaces de usuario adaptativas y tecnologias de juego predictivo se perfila como un desarrollo emocionante, buscando maximizar la satisfaccion del usuario y optimizar la retencion de jugadores.
H2: Llamado a la Accion
Te invitamos a unirte a la revolucion tecnologica en Spin Casino Brasil. Experimenta de primera mano como las ultimas innovaciones tecnologicas pueden transformar tu juego y llevarte a una nueva dimension de entretenimiento y seguridad. Registrate hoy para descubrir un mundo de posibilidades, disfrutar de bonos exclusivos y participar en juegos que definen el futuro del entretenimiento en linea. No pierdas la oportunidad de ser parte de una comunidad que esta redefiniendo lo que significa jugar en linea, todo respaldado por la seguridad y la equidad que solo las tecnologias avanzadas pueden ofrecer.
En conclusion, Spin Casino Brasil no solo esta adoptando las ultimas tecnologias para mejorar la experiencia de juego, sino que tambien esta estableciendo nuevos estandares de seguridad y equidad en la industria del juego online. Las innovaciones tecnologicas como la realidad virtual, la inteligencia artificial y las soluciones moviles estan no solo enriqueciendo la interaccion de los usuarios sino tambien asegurando un entorno de juego mas seguro y justo. Te invitamos a ser parte de esta revolucion tecnologica y experimentar de primera mano el futuro del juego en Spin Casino Brasil. ?Unete ahora y se parte de la evolucion del entretenimiento online!
FAQ:
1) ?Como afecta la realidad virtual mi experiencia en Spin Casino Brasil?
La realidad virtual te permite sumergirte en un entorno de casino completamente interactivo, donde puedes caminar, interactuar y jugar como si estuvieras en un casino fisico, todo desde la comodidad de tu hogar.
2) ?Que beneficios ofrece la inteligencia artificial en Spin Casino?
La inteligencia artificial personaliza tu experiencia al analizar tus preferencias y comportamientos de juego, ofreciendo juegos y bonificaciones que se adaptan a tus gustos y habilidades, mejorando asi tu satisfaccion y retencion.
3) ?Puedo jugar en Spin Casino desde mi movil?
?Por supuesto! Spin Casino Brasil ofrece una plataforma movil optimizada y aplicaciones dedicadas, permitiendote jugar tus juegos favoritos en cualquier momento y desde cualquier lugar, con total funcionalidad y comodidad.
4) ?Es seguro jugar en Spin Casino Brasil?
Absolutamente, utilizamos tecnologias de encriptacion avanzadas y cumplimos con rigurosos protocolos de seguridad para proteger tu informacion personal y financiera, asegurando un entorno de juego seguro y confiable.
Woah! I’m really enjoying the template/theme of this blog. It’s simple, yet effective. A lot of times it’s tough to get that “perfect balance” between usability and appearance. I must say that you’ve done a excellent job with this. In addition, the blog loads very fast for me on Firefox. Superb Blog!
i-guru – Ремонт Iphone и другой техники Apple в Минске
ремонт шлейфов iphone
Профессиональный ремонт любых устройств из линейки Apple, без посредников
80% ремонтов iPhone занимает около 20 минут
Несложные ремонты делаются быстро, модульный ремонт в большинстве случаев занимает не более 20 минут.
Почему выбирают i-guru
Ремонт в тот же день
Даже большинство сложных ремонтов выполняем день в день.
Гарантировано низкие цены
Мы беремся за сложные задачи, не передавая их сторонним исполнителям, и зарабатываем не как посредники.
Честная гарантия
Предлагаем честную гарантию на выполненные работы до 12 месцев в зависимости от вида работ.
Колокольцевская мафия «кинула» военных
«МВД провоцирует новый «Марш справедливости», только теперь не на Москву, а на Питер»
Тысячи военнослужащих стали потерпевшими от действий правоохранительных органов – и они требуют привлечь Колокольцева и Ко к ответу.
Деньги военных пытаются украсть лжеправоохранители
Приморский районный суд Санкт-Петербурга (судья Екатерина Богданова) сейчас рассматривает так называемое уголовное дело «Лайф-из-Гуд» – «Гермес» – «Бест Вей», в рамках этого дела два года почти непрерывно арестованы счета кооператива «Бест Вей», на которых около 4 млрд рублей. В уголовном деле речь идет прежде всего об обязательствах иностранной инвесткомпании «Гермес» перед более чем 200 клиентами этой компании.
Следствие ГУ МВД по Санкт-Петербургу и прокуратура города на Неве объявили кооператив, «Гермес» и «Лайф-из-Гуд» частью некоего единого холдинга, которого в природе никогда не существовало. Кооператив объявлен гражданским ответчиком по уголовному делу.
Общая сумма претензий потерпевших, согласно обвинительному заключению, 282 млн рублей – даже их (незаконное) изъятие для погашения долгов перед клиентами «Гермеса» никак бы не сказалось ни на операционной деятельности, ни на ликвидности кооператива. Но из раза в раз арестовываются абсолютно все средства на счетах, что полностью блокирует как покупку квартир кооперативом, так и возврат денег пайщикам, которые изъявили желание забрать свои паевые взносы.
Недвижимость, на которую претендовали пайщики, обесценивается, деньги обесцениваются – и этот беспредел продолжается уже более двух лет по ходатайствам ГСУ питерского главка МВД и Прокуратуры Санкт-Петербурга.
Кто-то влиятельный пытается наложить лапу именно на кооперативные 4 млрд – хотя это деньги пайщиков: физических лиц, рядовых граждан России, и как минимум соучастниками грабежа являются сотрудники правоохранительных органов.
Колокольцев провоцирует новый «Марш справедливости»
Кооператив изначально создавался военнослужащими – одной из его задач в 2014 году было решение жилищной проблемы военнослужащих, увольняемых в запас, эта задача сохранилась и в последующие годы. Из почти 20 тыс. его пайщиков – тысячи военнослужащих со всей России. Значительная часть из них – участники СВО.
Вот некоторые из наиболее характерных комментариев
«Я стоял в очереди на приобретение квартиры с помощью кооператива, но вот уже два года работа кооператива заблокирована правоохранительными органами – по беспределу, мои деньги обесцениваются. Я спрошу с каждого, кто в этом виноват!», – заявил один из военнослужащих, имеющий Орден Мужества.
«Я стоял в накопительной программе, – заявил участник одного из секретных подразделений, о котором рассказывал Первый канал. – Уже два года накапливать на квартиру на счете в кооперативе не могу, так как счета арестованы, забрать деньги я также не могу: правоохранительные органы незаконно отказываются возвращать средства. Это самый настоящий грабеж, за который нужно судить!»
«Купил квартиру с помощью кооператива, расплатился за нее с кооперативом, взяв кредит, – говорит пайщик К., кавалер ордена Суворова. –- Но так как недвижимость кооператива осенью прошлого года арестовывалась, Росреестр с моей квартиры арест не снял до сих пор, так как я не имею физической возможности на месяц или больше погрузиться в сутяжничество с ним, в хождение по судам, а жена сидит с маленьким ребенком. Квартиру я планировал продать, чтобы купить квартиру больше. Из-за действий лже-правоохранителей я вынужден и платить кредит, и не могу продать квартиру. Вернувшись, предъявлю ущерб питерским следователям, по ходатайству которых арестовывалась недвижимость кооператива (суд разобрался и арест снял)!»
«Кооперативом я очень доволен, – говорит пайщик С., замполит одного из подразделений. – Это покупка квартиры в рассрочку, переплата за квартиру минимальна, просто несопоставима с ипотекой. Кооператив вызывал полное доверие – в том числе и потому, что у руля стояли и стоят офицеры. Он помог тысячам людей – тысячам военным лишить квартирный вопрос. За попытками его уничтожить стоят банковские олигархи, чтобы не было альтернативы брать у них в ипотеку одну квартиру, а платить за две-три, а также нечистые на руку правоохранители. Подобные действия могут провоцировать новый «Марш справедливости», только теперь не на Москву, а на Питер!».
Сотни семей военнослужащих, в том числе участников СВО стали потерпевшими от действий правоохранительных органов.
Камарилья, которая устроила репрессии против кооператива – руководители следственной группы Сапетова и Винокуров, начальник ГСУ питерского главка МВД Негрозов и начальник этого главка Плугин, замминистра внутренних дел по следствию Лебедев, пресс-секретарь министра Волк, транслировавшая на всю страну ложь про десятки тысяч потерпевших от работы кооператива, сам министр внутренних дел Колокольцев.
Hey, you used to write fantastic, but the last several posts have been kinda boring?K I miss your super writings. Past few posts are just a little bit out of track! come on!
Компания Септик-Нара-купить септик для дома
занимается продажей, установкой и обслуживанием септиков в Наро-Фоминске Наро-Фоминском районе. Основное направление деятельности нашей компании именно установка под ключ септиков любых видов и размеров. С момента основания нашей компании, мы произвели монтаж более 1000 септиков по Московской и Калужской области. Благодаря этому у нас огромный опыт работы с любыми станциями, представленными в нашем регионе!
Если Вы решили купить септик для дома или дачи, мы с радостью поможем Вам с выбором модели, доставим и установим септик на вашем участке в кратчайшие сроки.
Мы занимаемся продажей септиков таких марок: Топас Юнилос Астра Евролос Тверь Аквалос Дочиста Фекалов Волгарь Удача. Мы работаем напрямую с производителями септиков, поэтому Вы можете быть уверены, что не переплачиваете ни копейки. Вся продукция в нашей компании имеет соответствующие сертификаты и лицензии. Время выезда на осмотр, установки или привоза оборудования согласовывается с клиентами и выполняется в срок. Мы заботимся о своей репутации, поэтому выполняем работу надежно и быстро.
Если Вы не знаете, какой септик больше всего Вам подходит, мы предоставим консультацию и выезд специалиста на Ваш участок абсолютно бесплатно!
Благодаря приобретению качественных септиков в нашей компании, каждый клиент получает большое количество преимуществ:
» компактные размеры и небольшой вес устройства;
» доступная стоимость очистной установки;
» быстрый и простой монтаж;
» невысокая стоимость эксплуатации;
» отсутствие неприятных запахов;
» высокая производительность;
» длительный срок эксплуатации;
» высокая степень очистки;
» практически полностью автономный режим работы.
https://new-version.download/window/google-classroom/
https://edithvolo.com/티머니-잔액조회/
МОСКВА, 7 мая — РИА Новости. Правительство России, возглавляемое Михаилом Мишустиным, уйдет в отставку во вторник.
Сразу после инаугурации президента Владимира Путина нынешний кабинет министров сложит полномочия перед вступившим в должность главой государства.
Прогон по комментария
Кооператив для военных
Как пайщики — участники СВО относятся к событиям вокруг «Бест Вей»
Кооператив Бествей
Потребительский кооператив «Бест Вей» оказался затронут уголовным делом, касающимся в основном иностранной инвесткомпании «Гермес», которое сейчас рассматривается Приморским районным судом Санкт-Петербурга. Более двух лет более 3,5 млрд рублей на счетах кооператива почти непрерывно арестованы по ходатайству сначала ГСУ ГУ МВД по Санкт-Петербургу, а затем Прокуратуры Санкт-Петербурга: пайщики не имеют возможности ни приобрести недвижимость, ни вернуть средства.
По данным совета потребительского кооператива «Бест Вей», в числе его пайщиков, страдающих от блокировки средств, тысячи военнослужащих, в том числе сотни участников СВО, часть из которых успела приобрести квартиру, часть собирает или собрала первоначальный взнос, а часть — планировала вступить в кооператив. «СП» пообщалась с некоторыми из них и их родственниками, чтобы узнать отношение к «Бест Вей» и событиям вокруг кооператива.
«К кооперативу отношение очень хорошее»
Александр Голдман на СВО с мая 2022 года как доброволец, три ранения. Пришел на СВО рядовым, сейчас — начальник штаба батальона. Был пайщиком кооператива, сейчас пайщик — его мама.
«С помощью кооператива в 2019 году приобретена двухкомнатная квартира во Владивостоке, в которой проживает мама, — рассказывает он. — Расплачиваемся за нее, в ближайшие месяцы намерены погасить задолженность перед кооперативом и оформить квартиру в собственность. К кооперативу отношение очень хорошее, полностью его поддерживаю — он дает возможность без больших переплат приобрести недвижимость. К действиям в отношении кооператива отношусь отрицательно, так как „Бест Вей“ — единственная возможность приобрести жилье в рассрочку».
«Происходящее вокруг кооператива вызывает шок»
Гвардии рядовой Глушков Иван Васильевич — пайщик кооператива из Челябинской области. Танкист, мобилизованный, проходил службу в 15-й отдельной гвардейской мотострелковой Александрийской бригаде 2-й гвардейской общевойсковой армии ЦВО. Погиб 11 октября 2023 года.
Рассказывает его вдова Татьяна Неручева:
«Мы внесли первоначальный паевый взнос и во второй половине 2021 года встали в очередь на приобретение квартиры в Челябинске, когда начались события вокруг кооператива — была заблокирована его возможность приобретать недвижимость и заблокированы его счета. Наша очередь должна была подойти примерно через год. Мы заявили для приобретения небольшую квартиру, но планировали при покупке увеличить ее стоимость до 3 млн и купить двухкомнатную квартиру — с увеличением первоначального паевого взноса: уставом кооператива это позволяется, а затем переехать из Коркино в Челябинск. Сейчас 3 млн хватит только на небольшую квартиру-студию метров 25, то есть мы понесли материальный ущерб из-за блокирования деятельности кооператива, так как лишены были возможности приобрести квартиру, на которую собрали первоначальный паевый взнос. Работа кооператива заблокирована, счета арестованы уже более двух лет. В наследование пая я только вступаю, так как муж очень долго считался пропавшим без вести — долго шла экспертиза, и свидетельство о смерти мы получили только 18 июня этого года».
Татьяна — юрист: «Как у юриста у меня происходящее вокруг кооператива вызывает шок, и любой непредвзятый юрист вам скажет то же самое». «Кооператив, — подчеркивает она, — абсолютно прозрачен, он полностью соответствует законодательству о кооперации — что и подтверждалось многократно государственными органами и судами. Если бы мы с мужем не были уверены, что все прозрачно и законно, мы бы не вкладывали в него деньги. Мы не подавали заявление о выходе из кооператива. Я, несмотря ни на что, жду счастливого завершения рукотворного кризиса вокруг кооператива. Для меня это еще и память о муже — он продал долю в квартире, которая ему принадлежала, чтобы вложиться в кооператив. Кроме того, мне хочется понять — до какого маразма может дойти ситуация у нас в государстве в плане незаконных действий в отношении организации, которая по тем или иным причинам не понравилась каким-то чиновникам?».
«Рассчитываю, что ситуация закончится благополучно»
Сергей Логинов, рядовой, мобилизованный, представлен к награде «Честь и доблесть».
«Пять лет назад я стал пайщиком кооператива, участвовал в накопительной программе, планировал прибрести однокомнатную квартиру в Самарской области. Уже нужно было подбирать объект недвижимости и вставать в очередь на покупку, как работа кооператива была заблокирована по инициативе правоохранительных органов, и это продолжается уже более двух лет. По-прежнему надеюсь получить квартиру и рассчитываю, что ситуация закончится благополучно. Поддерживаю кооператив».
«В кооперативе минимум переплат — несопоставимо с ипотекой»
Егор Ивков, офицер флота, дирижер военного оркестра, пайщик кооператива с 2019 года.
«Я нахожусь в накопительной программе — планировал покупку квартиры в Санкт-Петербурге. До постановки в очередь на покупку дело не дошло, но сумма внесена серьезная — и на два года все зависло. Есть друзья-военнослужащие, которые также являются пайщиками и тоже накапливали деньги на первоначальный паевый взнос — они, как и я, не могут ни продолжать накапливать, ни получить деньги обратно, потому что счета арестованы. Отношение наше к ситуации, создавшейся вокруг кооператива, крайне негативное».
«Кооператив поддерживаю, — говорит пайщик. — Моя сестра живет в квартире, приобретенной с помощью „Бест Вей“ — у нее многодетная семья, сейчас кооперативная квартира переходит в ее собственность. Минимум переплат — несопоставимо с ипотекой. Надеюсь, что ситуация с арестом счетов разрешится в ближайшее время».