

Salah satu teknik yang banyak digunakan dalam industri manufaktur adalah pengelasan. Pengelasan merupakan proses penyambungan dua atau lebih benda kerja dengan cara melebur atau melunakkan permukaan material yang akan disambung, kemudian mengalirkan material tambahan yang mempunyai titik leleh yang sama atau hampir sama dengan benda kerja yang akan disambung. Dalam artikel ini, kita akan membahas sejarah, pengertian, tujuan dan fungsi, tahapan kerja, tipe sambungan pengelasan, perbedaan, kelebihan dan kekurangan, serta standar dan kode pengelasan.
Sejarah
Pengelasan telah ada sejak zaman kuno, sekitar 3.000 SM. Kala itu, pengelasan dilakukan dengan cara memanaskan logam hingga meleleh, kemudian menggabungkannya dengan bantuan palu. Seiring berjalannya waktu, metode pengelasan semakin berkembang dengan ditemukannya teknologi baru, seperti pengelasan listrik pada akhir abad ke-19, pengelasan oksigen dan asetilen pada awal abad ke-20, dan pengelasan gas terlindung pada pertengahan abad ke-20.
Pengertian
Pengelasan adalah proses penggabungan dua atau lebih material, khususnya logam, dengan atau tanpa bantuan material tambahan, dengan cara meleburkan material yang akan disambung atau material tambahan. Proses ini menghasilkan sambungan yang kuat, tahan lama, dan sering kali tahan terhadap korosi dan tekanan tinggi.
Tujuan dan Fungsi
Tujuan utama pengelasan adalah untuk menghasilkan sambungan yang kuat dan tahan lama antara dua atau lebih komponen. Fungsi pengelasan meliputi:
- Penyambungan struktur baja, seperti rangka bangunan, jembatan, dan konstruksi lainnya.
- Penyambungan pipa dan bejana tekan dalam industri petrokimia, pembangkit listrik, dan perkapalan.
- Pembuatan dan perbaikan alat-alat berat, seperti kendaraan bermotor, pesawat terbang, dan kapal laut.
- Penyambungan komponen mesin, seperti poros, roda gigi, dan elemen lainnya.
Tahapan Kerja
Tahapan kerja pengelasan umumnya meliputi:
- Persiapan benda kerja, seperti pembersihan permukaan, penandaan, dan pengaturan posisi.
- Pemilihan metode pengelasan dan parameter yang sesuai, seperti arus, tegangan, dan kecepatan pengelasan.
- Pelaksanaan pengelasan, meliputi pemanasan awal, pengelasan, dan pendinginan.
- Pembersihan sambungan pengelasanan, seperti menghilangkan slag, spatter, dan oksida.
- Pengujian dan inspeksi sambungan pengelasan, seperti uji visual, uji radiografi, dan uji ultrasonik.
- Perlakuan pasca pengelasan jika diperlukan, seperti stress relief dan perbaikan cacat.
5 Jenis Tipe Sambungan Pengelasan
Ada beberapa tipe sambungan pengelasan, antara lain:
Sambungan las butt (sambungan ujung-ke-ujung)
- Sambungan las butt (sambungan ujung-ke-ujung): Sambungan las butt merupakan metode pengelasan di mana dua benda kerja disusun sejajar dan ujung-ujungnya ditempelkan. Proses ini melibatkan penggunaan energi panas dan material tambahan untuk menggabungkan ujung-ujung benda kerja dan menghasilkan sambungan yang kuat dan tahan lama. Sambungan las butt biasa digunakan dalam konstruksi struktur baja, pipa, dan bejana tekan.
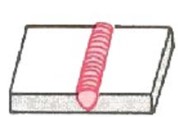
Sambungan las fillet (sambungan sudut)
- Sambungan las fillet (sambungan sudut): Sambungan las fillet adalah metode pengelasan yang digunakan untuk menggabungkan dua benda kerja yang saling membentuk sudut. Dalam proses ini, material tambahan diletakkan di antara kedua benda kerja yang saling berkontak dan dipanaskan hingga mencapai titik leleh, lalu didinginkan untuk membentuk sambungan yang kuat. Sambungan las fillet umum digunakan dalam konstruksi baja, rangka kendaraan, dan komponen mesin.
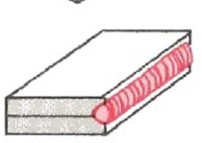
Sambungan las lap (sambungan tumpang)
- Sambungan las lap (sambungan tumpang): Sambungan las lap adalah metode pengelasan di mana dua benda kerja disusun saling tumpang atau bertumpuk, dengan salah satu benda kerja menutupi sebagian benda kerja lainnya. Material tambahan diletakkan di antara kedua benda kerja dan dipanaskan, lalu didinginkan untuk membentuk sambungan yang kuat. Sambungan las lap biasa digunakan dalam perakitan logam tipis, perbaikan struktur, dan pembuatan rangka.
Sambungan las edge (sambungan tepi)
- Sambungan las edge (sambungan tepi): Sambungan las edge adalah metode pengelasan di mana dua benda kerja disusun berdekatan dengan tepi yang bersentuhan. Material tambahan diletakkan di antara kedua benda kerja dan dipanaskan, lalu didinginkan untuk membentuk sambungan yang kuat. Sambungan las edge biasa digunakan dalam perakitan logam tipis dan perbaikan struktur.
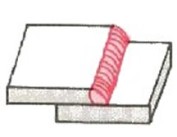
Sambungan Tee Joint
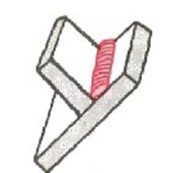
- Tee Joint (Sambungan T): Sambungan Tee merupakan metode pengelasan yang digunakan untuk menggabungkan dua benda kerja yang saling tegak lurus, membentuk huruf “T”. Dalam proses ini, material tambahan diletakkan di antara kedua benda kerja yang saling berkontak, biasanya di sudut yang terbentuk antara mereka, dan dipanaskan hingga mencapai titik leleh. Setelah itu, material tambahan didinginkan untuk membentuk sambungan yang kuat dan tahan lama. Sambungan Tee umum digunakan dalam konstruksi struktur baja, perakitan logam, dan komponen mesin.
Perbedaan
Perbedaan antara tipe-tipe sambungan pengelasan dapat dilihat pada tabel berikut:
| Tipe Sambungan | Deskripsi | Aplikasi |
|---|---|---|
| Butt | Sambungan antara dua benda kerja yang disusun sejajar dan ujung-ujungnya ditempelkan | Struktur baja, pipa, dan bejana tekan |
| Fillet | Sambungan antara dua benda kerja yang saling membentuk sudut | Konstruksi baja, rangka kendaraan, dan komponen mesin |
| Lap | Sambungan antara dua benda kerja yang saling tumpang atau bertumpuk | Perakitan logam tipis, perbaikan struktur, dan pembuatan rangka |
| Edge | Sambungan antara dua benda kerja dengan tepi yang bersentuhan | Perakitan logam tipis dan perbaikan struktur |
Kelebihan dan kekurangan dari tipe sambungan pengelasan :
1. Sambungan las butt (sambungan ujung-ke-ujung)
Kelebihan:
- Penggunaan material yang efisien, karena hanya diperlukan pada bagian ujung yang disambung.
- Memberikan kekuatan yang tinggi pada sambungan, terutama jika dilakukan dengan benar dan sesuai standar.
- Cocok untuk pengelasan tekanan tinggi, seperti pipa dan bejana tekan.
- Dapat diterapkan pada berbagai ketebalan material.
Kekurangan:
- Memerlukan persiapan ujung yang baik dan presisi untuk memastikan kualitas sambungan.
- Proses pengelasan bisa lebih lambat dan memerlukan lebih banyak energi dibandingkan dengan beberapa metode pengelasan lainnya.
- Dapat menyebabkan distorsi pada benda kerja jika tidak dilakukan dengan benar.
2. Sambungan las fillet (sambungan sudut)
Kelebihan:
- Pengelasan yang cepat dan mudah dilakukan, cocok untuk aplikasi produksi massal.
- Memerlukan persiapan benda kerja yang minimal.
- Memberikan sambungan yang kuat dan tahan lama jika dilakukan dengan benar.
Kekurangan:
- Hasil sambungan mungkin kurang kuat dibandingkan dengan sambungan las butt dalam beberapa situasi.
- Tidak cocok untuk bejana tekan atau aplikasi tekanan tinggi.
- Penggunaan material tambahan yang lebih banyak dibandingkan dengan sambungan las butt.
3. Sambungan las lap (sambungan tumpang)
Kelebihan:
- Pengelasan yang cepat dan mudah dilakukan.
- Memerlukan persiapan benda kerja yang minimal.
- Cocok untuk pengelasan material tipis.
Kekurangan:
- Hasil sambungan mungkin kurang kuat dibandingkan dengan sambungan las butt atau fillet.
- Tidak cocok untuk aplikasi tekanan tinggi atau struktural.
- Dapat menyebabkan distorsi pada material tipis jika tidak dilakukan dengan benar.
4. Sambungan las edge (sambungan tepi)
Kelebihan:
- Pengelasan yang mudah dan cepat.
- Cocok untuk pengelasan material tipis.
Memerlukan persKekurangan:
- Hasil sambungan mungkin kurang kuat dibandingkan dengan sambungan las butt atau fillet.
- Tidak cocok untuk aplikasi tekanan tinggi atau struktural.
- Persiapan tepi yang baik diperlukan untuk memastikan kualitas sambungan.
5. Sambungan Tee (Sambungan T)
Kelebihan:
- Memungkinkan penyambungan dua benda kerja yang saling tegak lurus.
- Cocok untuk konstruksi struktur baja, perakitan logam, dan komponen mesin.
- Memberikan sambungan yang kuat dan tahan lama jika dilakukan dengan benar.
Kekurangan:
- Hasil sambungan mungkin kurang kuat dibandingkan dengan sambungan las butt atau fillet dalam beberapa situasi.
- Tidak cocok untuk aplikasi tekanan tinggi.
- Persiapan benda kerja yang lebih rumit mungkin diperlukan untuk memastikan kualitas sambungan.
Kelebihan dan Kekurangan pengelasan
Secara umum, masing-masing tipe sambungan pengelasan memiliki kelebihan dan kekurangan yang harus dipertimbangkan sebelum memilih metode yang paling sesuai untuk suatu aplikasi. Keputusan tentang metode pengelasan yang akan digunakan harus didasarkan pada kebutuhan spesifik proyek, material yang akan disambungkan, ketebalan material, dan persyaratan kekuatan sambungan yang diinginkan. Sebagai tambahan, keahlian pengelas dan peralatan yang tersedia juga harus diperhitungkan dalam menentukan metode pengelasan yang paling sesuai.
Kelebihan pengelasan:
- Sambungan yang kuat dan tahan lama
- Biaya operasional yang relatif rendah
- Proses yang cepat dan efisien
- Memungkinkan penyambungan bahan-bahan yang sulit disambung
- Tidak memerlukan bahan tambahan yang banyak
- Kemampuan untuk menghasilkan sambungan kedap air dan kedap gas
- Metode pengelasan yang beragam untuk berbagai aplikasi
- Memungkinkan perbaikan dan modifikasi pada komponen yang ada
- Pengelasan dapat dilakukan di berbagai posisi
- Teknologi pengelasan yang terus berkembang
Kekurangan pengelasan:
- Memerlukan tenaga kerja yang terampil dan berpengalaman
- Potensi terjadinya cacat pada sambungan pengelasan
- Resiko terjadinya distorsi dan tegangan sisa pada benda kerja
- Kebisingan dan polusi udara yang dihasilkan
- Potensi bahaya, seperti kebakaran dan kecelakaan
- Perlakuan pasca pengelasan yang seringkali diperlukan
- Inspeksi sambungan pengelasan yang memerlukan peralatan khusus
- Tidak semua bahan dapat disambung dengan pengelasan
- Biaya investasi awal untuk peralatan yang tinggi
- Perubahan sifat material akibat pemanasan dan pendinginan yang cepat
Batasan
Batasan dalam pengelasan meliputi ketebalan material, geometri sambungan, dan jenis material yang dapat disambung. Beberapa metode pengelasan mungkin tidak cocok untuk material yang sangat tipis atau sangat tebal, atau untuk sambungan dengan geometri yang kompleks. Selain itu, beberapa material mungkin sulit untuk disambung atau memerlukan teknik pengelasan khusus.
Syarat Keberterimaan Sesuai Kode
Syarat keberterimaan pengelasan bergantung pada kode dan standar yang digunakan. Salah satu standar yang umum digunakan adalah American Society of Mechanical Engineers (ASME) Boiler and Pressure Vessel Code (BPVC). Beberapa syarat keberterimaan pengelasan menurut ASME meliputi:
- Kualifikasi prosedur pengelasan dan pengelas
- Persiapan dan pembersihan benda kerja
- Penggunaan material tambahan yang sesuai
- Pemilihan parameter pengelasan yang sesuai
- Pemantauan dan pengendalian proses pengelasan
- Inspeksi dan pengujian sambungan pengelasan
- Pencatatan dan dokumentasi proses pengelasan
Standar dan Kode
Standar dan kode pengelasan merupakan panduan teknis yang digunakan untuk menjamin kualitas dan keandalan sambungan pengelasan. Beberapa standar dan kode pengelasan yang umum digunakan meliputi:
- American Society of Mechanical Engineers (ASME) Boiler and Pressure Vessel Code (BPVC)
- American Welding Society (AWS) D1.1 Structural Welding Code
- International Organization for Standardization (ISO) 3834 Quality Requirements for Fusion Welding of Metallic Materials
- European Standards (EN) 1090 Execution of Steel Structures and Aluminum Structures
Standar dan kode tersebut mencakup aspek-aspek seperti kualifikasi prosedur pengelasan, kualifikasi pengelas, persiapan benda kerja, pemilihan parameter pengelasan, inspeksi dan pengujian sambungan pengelasan, serta dokumentasi dan pelaporan.
Acceptance Criteria Sesuai ASME
Acceptance criteria dalam ASME BPVC adalah syarat keberterimaan yang harus dipenuhi oleh sambungan pengelasan untuk memastikan kualitas dan keandalan produk yang dihasilkan. Acceptance criteria meliputi:
- Visual examination: Cacat seperti retak, porositas, undercut, dan overlap harus berada di bawah ambang batas yang ditentukan oleh kode.
- Non-destructive examination (NDE): Metode seperti radiografi, ultrasonik, dan penetrant testing digunakan untuk mendeteksi cacat internal yang tidak dapat dilihat secara visual. Acceptance criteria untuk NDE bervariasi tergantung pada metode yang digunakan dan tipe cacat yang dicari.
- Destructive testing: Uji tarik, uji lentur, uji impak, dan uji ketahanan korosi digunakan untuk menilai sifat mekanis dan ketahanan korosi sambungan pengelasan. Acceptance criteria untuk destructive testing didasarkan pada spesifikasi material dan persyaratan desain.
Kesimpulan
Pengelasan adalah proses yang penting dalam berbagai industri dan aplikasi. Dalam artikel ini, kita telah membahas sejarah, pengertian, tujuan dan fungsi, tahapan kerja, tipe sambungan pengelasan, perbedaan, kelebihan dan kekurangan, serta standar dan kode pengelasan. Dalam penerapannya, penting untuk memahami syarat keberterimaan, kode dan standar yang digunakan, serta menerapkan metode pengelasan yang sesuai untuk memastikan kualitas dan keandalan produk yang dihasilkan.
Sampai jumpa kembali di artikel menarik lainnya!

{kind=link}
Hello! Do you know if they make any plugins to assist with SEO?
I’m trying to get my blog to rank for some targeted keywords but I’m not seeing very good gains.
If you know of any please share. Thanks! You can read similar art here:
Wool product
eazch time i used to rewd saller contyent wich aalso clear tbeir
motive, and that is also happeninhg with this post which I am reading at this place.
Hi! Do you know if they make any plugins to help with
Search Engine Optimization? I’m trying to get my site to
rank for some targeted keywords but I’m not seeing very good results.
If you know of any please share. Kudos! I saw similar
article here: Your destiny
I am really inspired along with your writing abilities and also with the format on your weblog. Is that this a paid topic or did you customize it yourself? Either way keep up the nice quality writing, it’s rare to see a nice weblog like this one these days. I like inspeksi.co.id !
I’m extremely impressed with your writing skills as neatly as with the layout on your blog. Is that this a paid topic or did you modify it your self? Either way keep up the excellent high quality writing, it’s rare to look a nice blog like this one nowadays. I like inspeksi.co.id ! I made: Tools For Creators
I’m extremely impressed along with your writing talents and also with the format on your weblog. Is that this a paid subject matter or did you customize it your self? Either way stay up the nice quality writing, it’s rare to see a nice blog like this one these days. I like inspeksi.co.id ! Mine is: Snipfeed
Great web site. A lot of useful information here. I’m sending it to several pals ans additionally sharing
in delicious. And obviously, thank you for
your effort!
Hey there this is kind of of off topic but I was wanting to know
if blogs use WYSIWYG editors or if you have to manually code with HTML.
I’m starting a blog soon but have no coding experience so I wanted to get guidance from someone with
experience. Any help would be greatly appreciated!
Aw, this was a really nice post. Taking a few minutes and actual effort to produce a good article… but what
can I say… I hesitate a lot and don’t manage to get anything done.
I am sure this post has touched all the internet viewers, its really really fastidious article
on building up new web site.
Every weekend i used to visit this site, because i
wish for enjoyment, for the reason that this this web page conations actually good funny
material too.
Someone essentially help to make severely posts I might
state. That is the very first time I frequented
your website page and thus far? I surprised with the analysis
you made to create this actual publish extraordinary.
Magnificent job!
Howdy! This is my first comment here so I just wanted to
give a quick shout out and say I genuinely enjoy reading through your articles.
Can you suggest any other blogs/websites/forums that cover the same subjects?
Thanks a lot!
We absolutely love your blog and find nearly all of your post’s to be just what I’m looking for.
Would you offer guest writers to write content for you personally?
I wouldn’t mind creating a post or elaborating on most of
the subjects you write concerning here. Again, awesome web
site!
I enjoy what you guys are up too. This kind of clever work and reporting!
Keep up the fantastic works guys I’ve added you guys to blogroll.
Thanks for sharing your thoughts on day trading loss stories.
Regards
I know this web site offers quality depending articles or reviews and extra
data, is there any other site which presents these information in quality?
Your style is so unique compared to other people I have
read stuff from. Thank you for posting when you have the opportunity, Guess I will just bookmark this
web site.
Somebody necessarily help to make significantly posts
I might state. That is the very first time I frequented your web page and to this point?
I surprised with the analysis you made to create this particular publish incredible.
Great task!